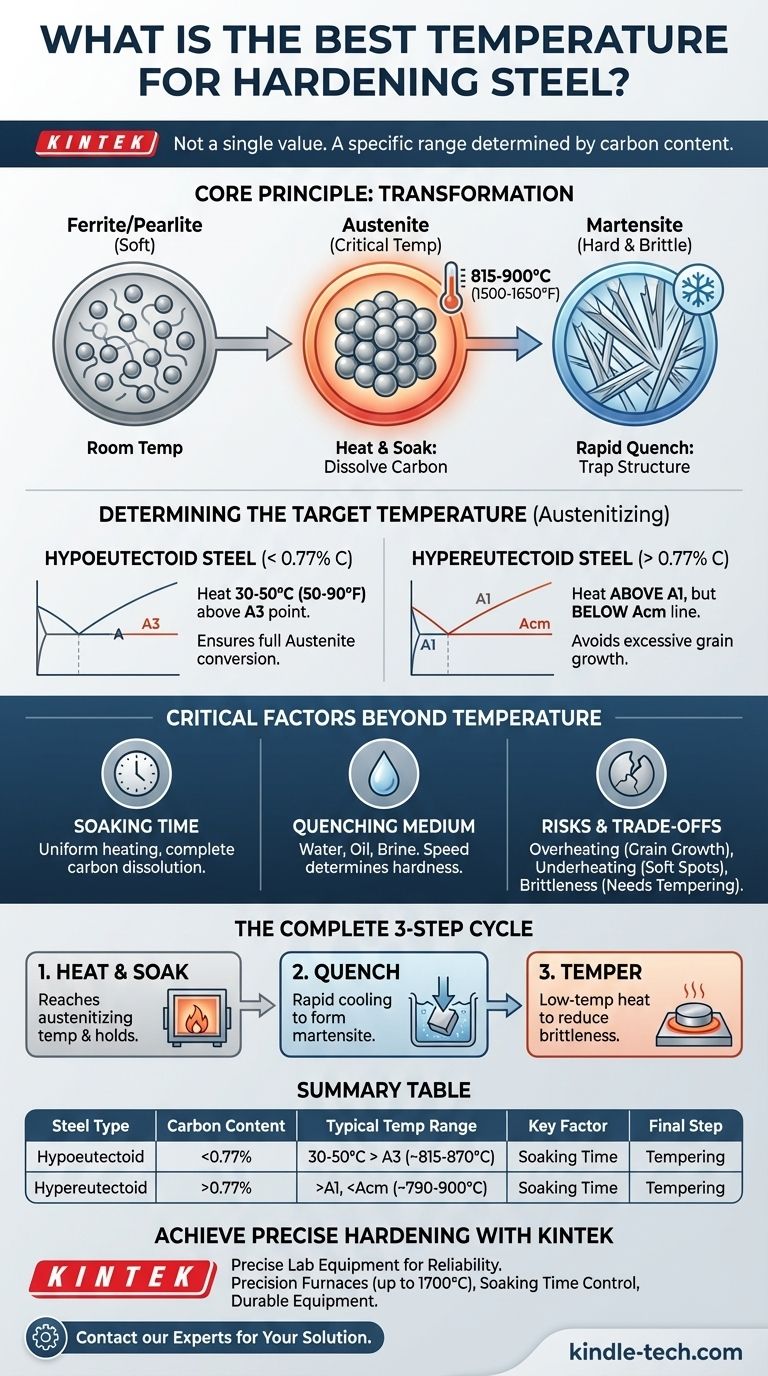
鋼を焼き入れするのに最適な温度は単一の値ではありません。それは鋼の化学組成、主に炭素含有量によって完全に決定される特定の温度範囲です。ほとんどの一般的な炭素鋼の場合、オーステナイト化温度として知られる目標温度は、通常、その上限臨界温度より30~50°C(50~90°F)高く、815~900°C(1500~1650°F)の範囲にあります。この正確な点まで加熱することが、軟鋼を硬化状態に変換するための不可欠な最初のステップです。
焼き入れの基本原則は、一般的な「高温」を達成することではありません。特定の鋼合金をその固有の変態点以上に加熱してオーステナイトと呼ばれる新しい内部構造を作成し、次に急速に冷却(焼入れ)して、その構造をマルテンサイトとして知られる非常に硬いが脆い相として閉じ込めることです。

焼き入れの「理由」:鋼の変態を理解する
焼き入れプロセスを制御するには、まず鋼の内部で何が起こっているかを理解する必要があります。鋼は静的な材料ではなく、その内部結晶構造は温度によって劇的に変化します。
フェライトからオーステナイトへ
室温では、鋼はフェライトまたはパーライトと呼ばれるフェライトと炭化鉄の混合物として知られる結晶構造を持つ、比較的柔らかく延性のある状態で存在します。この構造は、固溶体として保持できる炭素量が非常に少ないです。
鋼を加熱すると、原子が再配列するために必要なエネルギーが供給されます。
臨界変態温度
鋼が加熱されると、結晶構造が根本的に変化する臨界温度に達します。フェライトからオーステナイトと呼ばれる新しい相に変化します。
この変態が焼き入れの鍵です。オーステナイト結晶構造は、熱湯が冷水よりも多くの砂糖を溶解できるのと同様に、かなりの量の炭素を溶解する能力があります。この臨界温度は、低炭素鋼ではA3、高炭素鋼ではAcmで示されます。
炭素含有量の役割
この変態が発生する正確な温度は、鋼中の炭素量によってほぼ完全に決定されます。
これが、「最適な」温度が一つ存在しない理由です。1018のような低炭素鋼は、1095のような高炭素鋼とは異なる臨界温度を持ちます。この関係は、鉄-炭素相図と呼ばれる技術図表にマッピングされています。
適切な焼き入れ温度の決定
目標は、鋼をちょうどよく加熱し、その構造を完全にオーステナイトに変換させ、すべての炭素が溶解できるようにすることです。
炭素含有量が0.77%未満の鋼(低炭素鋼)の場合
これらの一般的な鋼の場合、材料をA3臨界温度より完全に高く加熱する必要があります。
信頼できる経験則は、鋼のA3点を特定し、それに30~50°C(50~90°F)を加えることです。これにより、焼入れの準備が整った、完全で均一なオーステナイト構造が保証されます。
炭素含有量が0.77%を超える鋼(高炭素鋼)の場合
高炭素工具鋼の場合、アプローチが異なります。鋼を下部臨界温度(A1)より上、しかし多くの場合Acm線より下に加熱します。
これらの鋼を加熱しすぎると、過度の粒成長や焼入れ時のオーステナイトの完全な変態の失敗を引き起こし、脆く効果の低い最終製品につながる可能性があります。
温度以外の重要な要素
適切な温度に到達することは最初のステップにすぎません。成功裏に焼き入れを行うには、他の2つの要素も同様に重要です。
保持時間(ソーキングタイム)の重要性
鋼は、保持(ソーキング)として知られる特定の期間、オーステナイト化温度に保持されなければなりません。
保持により、温度が部品全体—表面から芯まで—で均一になり、炭素がオーステナイトに完全に溶解するのに十分な時間が与えられます。厚い部品ほど、保持時間は大幅に長くなります。
焼入れ:硬さを閉じ込める
鋼が適切に保持されたら、焼入れ(クエンチング)と呼ばれるプロセスで急速に冷却する必要があります。
この急速な冷却により、オーステナイト構造が軟らかい室温状態に戻る時間が与えられません。代わりに、溶解した炭素原子を閉じ込め、硬く針状の構造であるマルテンサイトの生成を強制します。焼入れの速度が重要です。
焼入れ媒体
焼入れに使用される液体—水、ブライン、油、または特定の合金鋼の場合は空気—は、鋼の焼入れ性に基づいて選択されます。間違った焼入れ液を使用すると、部品が遅すぎる冷却(焼きが入らない)または速すぎる冷却(亀裂や反りの原因となる)のいずれかになります。
トレードオフとリスクの理解
熱処理では精度が不可欠です。わずかなずれが完全な失敗につながる可能性があるからです。
過熱のリスク
鋼を必要なオーステナイト化温度をはるかに超えて加熱することは、一般的で不可逆的な誤りです。これにより、鋼の内部結晶が過度に成長し、焼入れと焼戻しの後でも、最終製品が永久に粗く脆くなります。
加熱不足の問題
完全なオーステナイト化温度に達しないと、オーステナイトへの変態が不完全になります。その結果、部品に軟点が生じ、所望の硬度と耐摩耗性を達成できなくなります。
マルテンサイトの脆さ
完全に硬化し、焼入れ直後の部品は、実用上使用するにはほとんどの場合脆すぎることを理解することが重要です。最大の硬度を持ちますが、靭性はゼロです。これが、焼き入れがプロセスにおける最終ステップではない理由です。
目標に合わせた正しい選択をする
成功する焼き入れは、プロセス全体を単一の温度目標としてではなく、完全なサイクルとして捉える必要があります。最終的で譲れないステップは焼戻し(テンパリング)です。これは、脆さを減らし靭性を与えるために、焼入れ直後に行われる低温の熱処理です。
- 既知の鋼(例:1084、5160、O1)を扱うことが主な焦点の場合: 最初のステップは、メーカーまたはサプライヤーのデータシートを参照することです。そこには、その特定の合金について推奨される正確なオーステナイト化温度範囲が記載されています。
- 未知の炭素鋼を扱うことが主な焦点の場合: 磁石が粗いガイドになります。鋼は臨界温度に近づくと磁性を失います。鋼を磁石がつかなくなるまで加熱し、その後、オーステナイト範囲に完全に到達していることを確認するために、さらにわずかに熱します(鈍い赤熱からオレンジ色)。
- 信頼できる結果を得ることが主な焦点の場合: 強力で実用的な部品を作成するための完全な3ステッププロセスを常に覚えておいてください:1. 正しいオーステナイト化温度に加熱して保持し、2. 適切な媒体で焼入れしてマルテンサイトを形成し、そして 3. すぐに焼戻しして最終的に所望の硬度と靭性のバランスを達成します。
鋼の焼き入れをマスターすることは、単一の数値を見つけることではなく、特定の材料と目標に対する完全な熱変態を理解し制御することにかかっています。
要約表:
| 鋼の種類 | 炭素含有量 | 一般的なオーステナイト化温度範囲 |
|---|---|---|
| 低炭素鋼(Hypoeutectoid Steels) | < 0.77% | A3点より30~50°C(50~90°F)上(約815~870°C) |
| 高炭素鋼(Hypereutectoid Steels) | > 0.77% | A1点より上、Acm線より下(約790~900°C) |
| 重要因子 | 保持時間 | 均一な熱処理と炭素溶解を保証 |
| 最終ステップ | 焼戻し | 焼入れ後の脆さを低減 |
KINTEKで精密な焼き入れ結果を実現
鋼を焼き入れする正確な温度をマスターすることは、部品の所望の硬度、耐摩耗性、靭性を達成するために極めて重要です。一貫性のない熱処理は、軟点、反り、または壊滅的な脆さにつながる可能性があります。
KINTEKは、熱処理プロセスのあらゆるステップを制御するために必要な精密な実験装置を専門としています。正確なオーステナイト化のための高温マッフル炉から、焼戻しのための制御雰囲気オーブンまで、当社のソリューションは信頼性と再現性のために設計されています。
当社は、実験室および製造業のお客様に以下を提供することで貢献します。
- 精密炉: 1700°Cまでの正確な温度制御。
- 保持時間制御: 部品全体の均一な熱処理を保証。
- 耐久性のある機器: 繰り返しの焼き入れサイクルに耐えるように構築。
結果を偶然に任せないでください。KINTEKの実験装置の専門知識により、お客様の焼き入れプロセスが成功することを保証します。
熱処理の専門家に今すぐお問い合わせいただき、お客様固有の鋼の焼き入れ要件についてご相談の上、実験室に最適なソリューションを見つけてください。
ビジュアルガイド