焼き戻しの古典的な例は、鍛冶屋がノミや斧の頭などの鋼製工具を仕上げるのに使うプロセスです。鋼を赤熱するまで加熱し、水や油で急冷して極度に硬くした後、その工具はガラスのように脆くなるため使用できません。その後、鍛冶屋は硬化させた鋼を、はるかに低い特定の温度まで注意深く再加熱します。これにより、使用中に工具が欠けたり砕けたりするのを防ぐために不可欠な靭性を得るために、硬度の一部を戦略的に犠牲にします。
焼き戻しは鋼を硬くするためのものではありません。脆性を低減するために設計された、硬化後の重要な熱処理です。これにより、耐摩耗性のための硬度と耐衝撃性のための靭性の間で機能的なバランスを生み出すために、最終的な鋼の特性を正確に調整することができます。

焼き戻しの目的:脆い状態から弾力性のある状態へ
焼き戻しプロセスを理解するには、まずそれが解決する問題を理解する必要があります。最初の硬化工程で得られる材料は、実用的な用途には脆すぎる場合がほとんどです。
硬化鋼の問題点
鋼を臨界温度まで加熱し、その後急速に冷却する(焼き入れと呼ばれるプロセス)と、その内部結晶構造はマルテンサイトと呼ばれる状態に変化します。
マルテンサイトは非常に硬く、耐摩耗性があります。しかし、この構造は内部応力が非常に大きいため、わずかな衝撃でも極度に脆くなり、破損しやすくなります。
焼き戻しが問題を解決する方法
焼き戻しは、硬化させた鋼を臨界点よりはるかに低い温度(通常200°Cから650°Cまたは400°Fから1200°Fの間)に再加熱する熱処理の一種です。
この穏やかな再加熱により、マルテンサイト構造内の内部応力を緩和するのに十分なエネルギーが供給されます。これにより炭素原子がわずかに再配列することが可能になり、鋼の靭性(破壊されずにエネルギーを吸収し、変形する能力)が大幅に向上します。
段階的な例:鋼製ノミの焼き戻し
伝統的な焼き戻しプロセスにおける視覚的な手がかりは、それを優れた実践的な例にしています。
ステップ1:硬化と焼き入れ
未硬化の鋼製ノミを炉で均一なチェリーレッドになるまで加熱します。その後、すぐに油または水に浸します。結果として得られるノミはガラスのように硬く、叩くと砕けてしまいます。
ステップ2:表面の清掃
焼き戻しの準備として、鍛冶屋は硬化させた鋼の一部を研磨材で磨きます。この清潔で光沢のある表面は、次のステップに不可欠であり、微妙な色の変化を観察できるようにします。
ステップ3:再加熱と焼き戻し色の観察
ノミを穏やかに均一に再加熱します。鋼の温度が上昇するにつれて、研磨された表面に酸化鉄の薄い層が形成されます。この層の厚さは温度に直接対応し、予測可能な色のスペクトルを作り出します。
色は、薄いストロー色から、茶色、次に紫色、そして最後に濃い青へと順番に現れます。ノミを作る鍛冶屋は通常、刃先で濃いストロー色または薄茶色になるのを見て、その工具にとって理想的な硬度と靭性のバランスを示していると判断します。
ステップ4:冷却
目的の色が現れたら、熱源を取り除き、ノミを空気中で冷却させます。これにより、「焼き戻しされた」微細構造が固定され、エッジを保持するのに十分な硬さを持ちながら、ハンマーの打撃に耐えるのに十分な靭性を持つ工具が完成します。
トレードオフの理解:硬度 対 靭性
焼き戻しの核心的な原理は、硬度と靭性の間の逆相関関係です。両方を最大化することはできず、タスクに適したバランスを選択する必要があります。
焼き戻しスペクトル
焼き戻しを鋼の特性のスライダーコントロールだと考えてください。
- 低い焼き戻し温度(200°C / 400°F): 薄いストロー色で示されます。硬度の損失は最小限ですが、靭性の向上はわずかです。
- 高い焼き戻し温度(315°C / 600°F以上): 紫色や青色で示されます。硬度の損失は大きいですが、靭性と柔軟性の向上は非常に大きいです。
タスクに合わせた焼き戻しの選択
異なる工具は、このスペクトルの異なる点での焼き戻しを必要とします。
- カミソリやヤスリ: エッジの保持のために最大の硬度が必要です。非常に低い温度(薄いストロー色)で焼き戻されます。
- ノミや斧の頭: 耐久性のあるエッジと耐衝撃性が必要です。中程度の温度(濃いストロー色から茶色)で焼き戻されます。
- バネやバール: 最大限の靭性と柔軟性が必要です。高い温度(青色)で焼き戻されます。
目標に合わせた正しい選択をする
理想的な焼き戻し温度は、工具の意図された用途と必要とされる特性の特定のバランスによって完全に決定されます。
- エッジの保持と耐摩耗性が主な焦点の場合(例:カミソリ、メス): 最大限の硬度を維持するために低温での焼き戻しが必要であり、工具がより脆くなることを受け入れます。
- 耐衝撃性と柔軟性が主な焦点の場合(例:バネ、剣): 靭性を最大化するために高温での焼き戻しが必要ですが、工具はより柔らかくなり、エッジを長く保持しません。
- 硬度と靭性のバランスが主な焦点の場合(例:ノミ、ナイフ、斧の頭): 中程度の温度により、中程度の衝撃に耐えることができる耐久性のある切削エッジが得られ、破損を防ぎます。
結局のところ、焼き戻しは、硬いが役に立たない鋼片を精密に設計された信頼できる工具に変える重要なプロセスなのです。
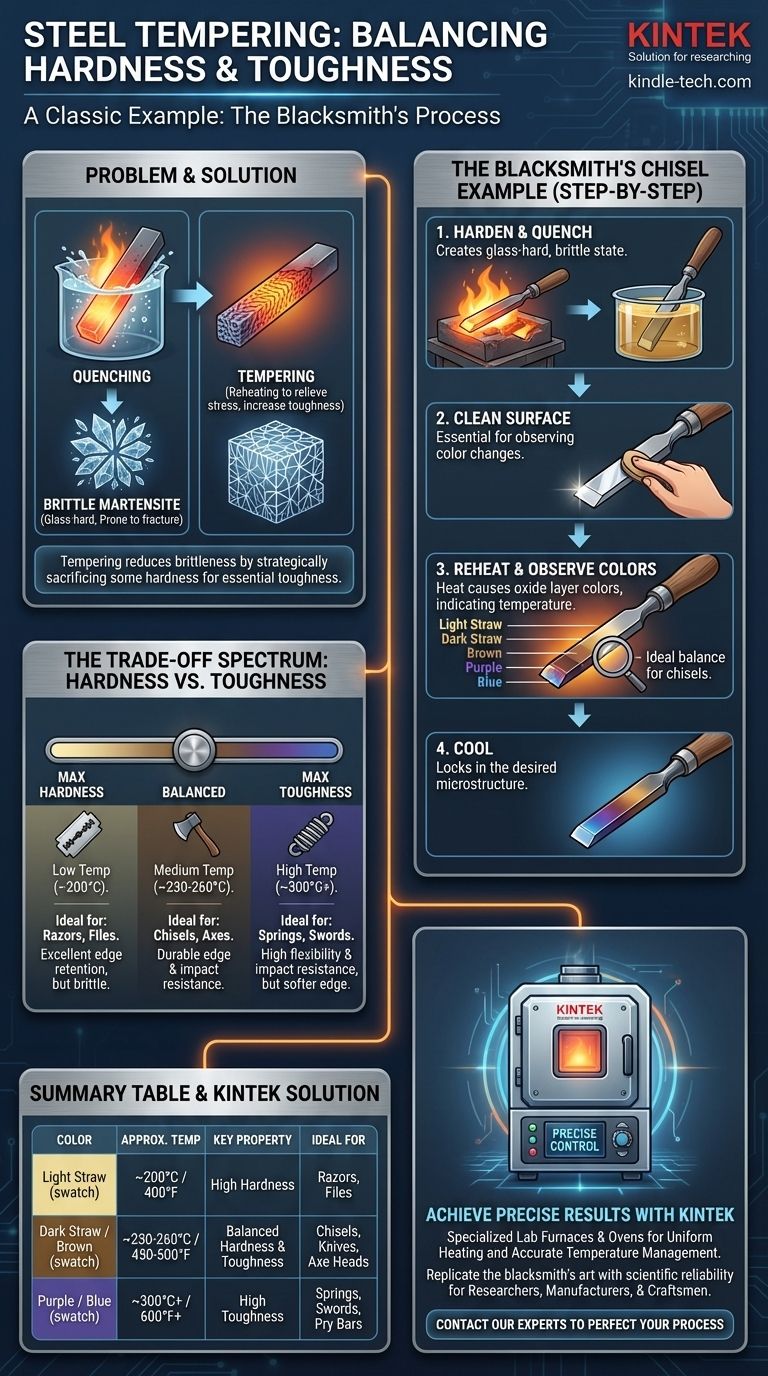
要約表:
| 焼き戻し色 | 概算温度 | 主要な特性 | 理想的な用途 |
|---|---|---|---|
| 薄いストロー色 | 約200°C / 400°F | 高硬度 | カミソリ、ヤスリ |
| 濃いストロー色 / 茶色 | 約230-260°C / 450-500°F | バランスの取れた硬度と靭性 | ノミ、ナイフ、斧の頭 |
| 紫色 / 青色 | 約300°C+ / 600°F+ | 高靭性 | バネ、剣、バール |
金属加工で完璧なバランスを実現する
焼き戻しは、目的の材料特性を達成するために正確な温度制御を必要とする精密な科学です。工具、部品、特殊合金を開発する場合でも、適切な熱処理装置が不可欠です。
KINTEKは、精密な焼き戻しプロセス向けに設計された高品質のラボ用炉とオーブンを専門としています。 当社の装置は均一な加熱と正確な温度管理を保証し、鍛冶屋の技術を科学的な信頼性をもって再現するのに役立ちます。
お客様の材料の改善をお手伝いします:
- 研究者および開発者向け: デジタル制御の焼き戻しオーブンで再現可能な結果を得ます。
- 製造および品質管理向け: すべてのバッチが硬度と靭性に関するお客様の正確な仕様を満たしていることを確認します。
- 趣味家および職人向け: プロレベルの焼き戻し能力をワークショップにもたらします。
焼き戻しプロセスを完璧にする準備はできましたか? お客様の特定の鋼処理ニーズに最適な炉を見つけ、材料の可能性を最大限に引き出すために、今すぐ専門家にお問い合わせください。
ビジュアルガイド