3つの基本的な焼鈍プロセスは、鋼が加熱される温度がその臨界変態点に対してどの位置にあるかによって定義されます。これらには、鋼を上部臨界温度(Ac3)以上に加熱する過臨界焼鈍(または完全焼鈍)、下部臨界温度(Ac1)と上部臨界温度(Ac3)の間に加熱する臨界点間焼鈍、および下部臨界温度(Ac1)のすぐ下に加熱する亜臨界焼鈍が含まれます。
選択する特定の焼鈍プロセスは任意ではありません。それは、1つの重要な要素、すなわち温度に基づいた正確な決定です。鋼を臨界変態点の上、間、または下に加熱するかどうかは、その内部微細構造、ひいては柔らかさ、延性、被削性といった最終的な機械的特性の変化を直接決定します。
基礎:鋼の臨界温度
焼鈍を理解するためには、まず鋼の中にある熱的な「目印」を理解する必要があります。これらは単なるチャート上の数字ではなく、鋼の結晶構造が根本的に再編成される温度です。
下部臨界温度(Ac1)
一般的な炭素鋼を加熱する際、Ac1は、フェライトとセメンタイト(パーライト)の初期構造がオーステナイトと呼ばれる新しい結晶構造に変換し始める温度です。
上部臨界温度(Ac3)
Ac1を超えて加熱を続けると、鋼のより多くが変態します。Ac3は、この変態が完了し、微細構造全体が100%オーステナイトで構成される温度です。
これらの温度が重要な理由
これらの温度境界を越えることが、焼鈍のメカニズム全体です。このプロセスは、鋼の既存の微細構造(鋳造による粗く脆い構造や加工硬化による硬化した構造など)を消去し、ゆっくり冷却する際に新しく望ましい構造を形成することによって機能します。
3つのコアプロセスの詳細
3つの基本的なプロセスはそれぞれ、異なる結果を達成するためにこれらの臨界温度を利用します。
過臨界焼鈍(完全焼鈍)
このプロセスには、鋼をAc3温度より上に加熱し、部品全体が均一なオーステナイト構造に完全に変態するのに十分な時間保持することが含まれます。
その後のゆっくりとした冷却により、フェライトとパーライトの完全に新しく、洗練され、均一な結晶粒構造が形成されます。これにより、可能な限り最も柔らかく、最も延性があり、最も応力のない状態が得られ、鋼の被削性が高まります。技術者が単に「焼鈍」と言う場合、通常は完全焼鈍を指しています。
臨界点間焼鈍
名前が示すように、このプロセスには、鋼をAc1とAc3の間の温度に加熱することが含まれます。
これにより、部分的な変態が生じ、新しいオーステナイトと元のフェライトの一部が混在した微細構造が生成されます。このプロセスはあまり一般的ではありませんが、完全焼鈍ほど柔らかくない特定の中間的な特性を達成するために使用できます。
亜臨界焼鈍
このプロセスには、鋼をAc1点のすぐ下に加熱することが含まれます。
温度が最初の臨界点に達しないため、オーステナイトは形成されません。ここでの主な目的は新しい結晶構造を作成することではなく、内部応力を除去することと、冷間加工中に歪んだフェライト粒の再結晶を促進することです。これはしばしば加工焼鈍または応力除去焼鈍と呼ばれます。
トレードオフの理解
プロセスの選択は、冶金学的目標と時間やコストなどの実際的な制約とのバランスをとる必要があります。
時間とエネルギーコスト
完全(過臨界)焼鈍は、最も高い温度と、多くの場合最も長く制御された冷却サイクルを必要とします。これにより、3つの基本的なタイプの中で最も時間とエネルギーを消費します。亜臨界焼鈍は、大幅に速く安価です。
最終硬度と延性のトレードオフ
主なトレードオフは、柔らかさと強さの間のバランスです。完全焼鈍は可能な限り最も柔らかい状態を生成します。亜臨界焼鈍は、冷間加工された部品の成形性を回復させますが、完全焼鈍と比較して元の硬度をより多く保持します。
「名前付き」プロセスの混乱
ボックス焼鈍、光輝焼鈍、サイクル焼鈍、球状化焼鈍など、数十の特定の焼鈍名に出会うでしょう。重要なのは、これらが根本的に異なるプロセスではないということです。これらは、使用される炉(ボックス)、得られる仕上がり(光輝)、または対象となる特定の微細構造(球状化)にちなんで名付けられた、3つのコア熱サイクルを実際に応用したもの、またはそのバリエーションです。
目標にプロセスを合わせる
あなたの選択は、材料の望ましい最終状態によって常に推進されるべきです。
- 最大の柔らかさ、延性、被削性が主な焦点の場合:鋼の微細構造を完全に洗練しリセットするために、完全(過臨界)焼鈍を使用します。
- 製造工程間に冷間加工された部品の成形性を回復させることが主な焦点の場合:応力を除去し、効率的に延性を向上させるために、亜臨界(加工)焼鈍を使用します。
- 特定の合金鋼の特性の特殊なバランスを達成することが主な焦点の場合:臨界点間焼鈍は、特定の要件を満たすための部分的な変態への道を提供します。
焼鈍を習得するということは、温度を意図的に制御して鋼の内部構造を制御する方法を理解することを意味します。

要約表:
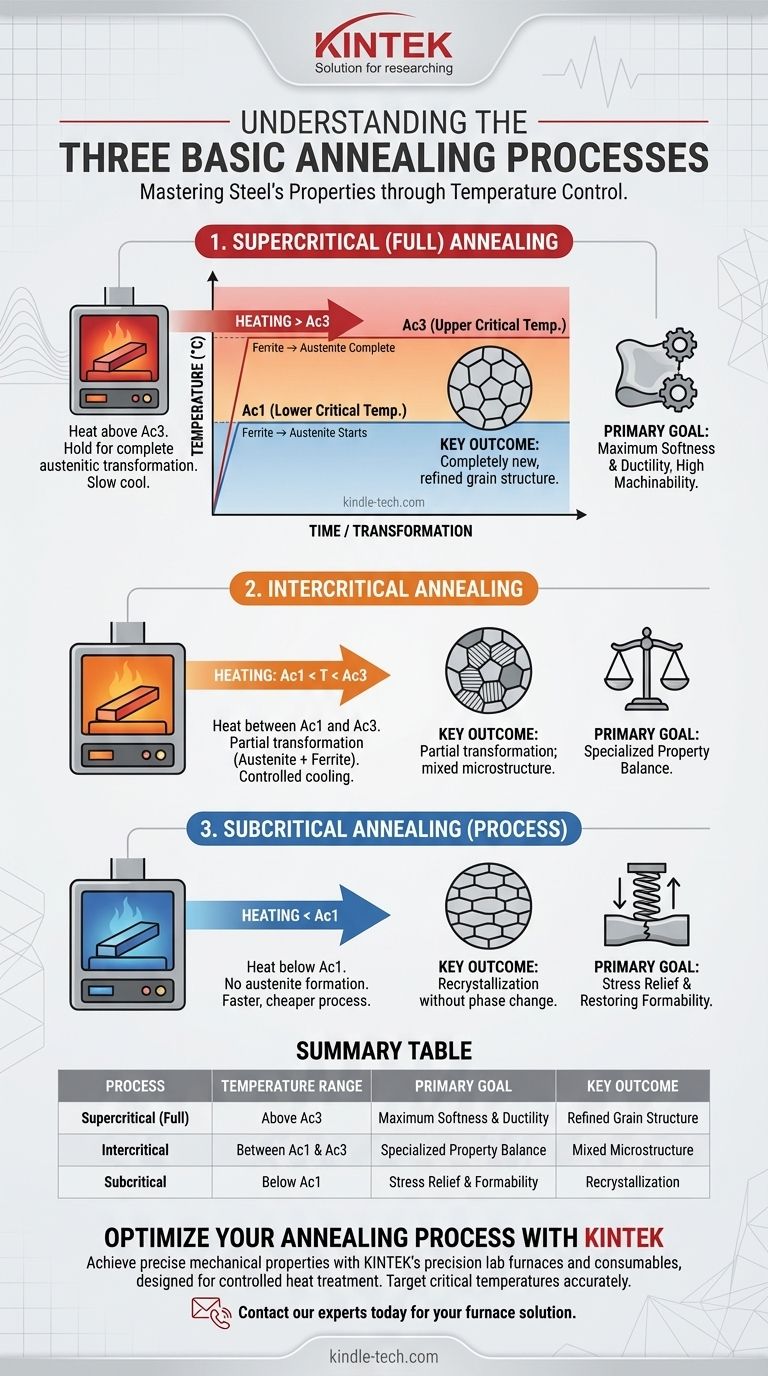
| プロセス | 臨界点に対する加熱温度 | 主な目標 | 主な結果 |
|---|---|---|---|
| 過臨界焼鈍(完全焼鈍) | Ac3(上部臨界点)以上 | 最大の柔らかさと延性 | 完全に新しく洗練された結晶粒構造 |
| 臨界点間焼鈍 | Ac1とAc3の間 | 特殊な特性のバランス | 部分的な変態、混合した微細構造 |
| 亜臨界焼鈍 | Ac1(下部臨界点)未満 | 応力除去と成形性の回復 | 相変態を伴わない再結晶 |
焼鈍プロセスを最適化する必要がありますか?
プロジェクトが必要とする正確な機械的特性を達成するためには、適切な焼鈍プロセスを選択することが不可欠です。機械加工のための最大の柔らかさが必要な場合でも、製造工程間の効率的な応力除去が必要な場合でも、一貫した信頼性の高い結果を得るためには適切なラボ機器が不可欠です。
KINTEKは、焼鈍などの制御された熱処理プロセス専用に設計された精密ラボ用電気炉と消耗品を専門としています。当社の機器は、臨界温度を正確に狙うのに役立ち、材料が必要な硬度、延性、微細構造を達成することを保証します。
熱処理の習熟をお手伝いさせてください。
専門家に今すぐお問い合わせいただき、お客様固有の焼鈍用途についてご相談の上、研究室のニーズに最適な電気炉ソリューションを見つけてください。
ビジュアルガイド