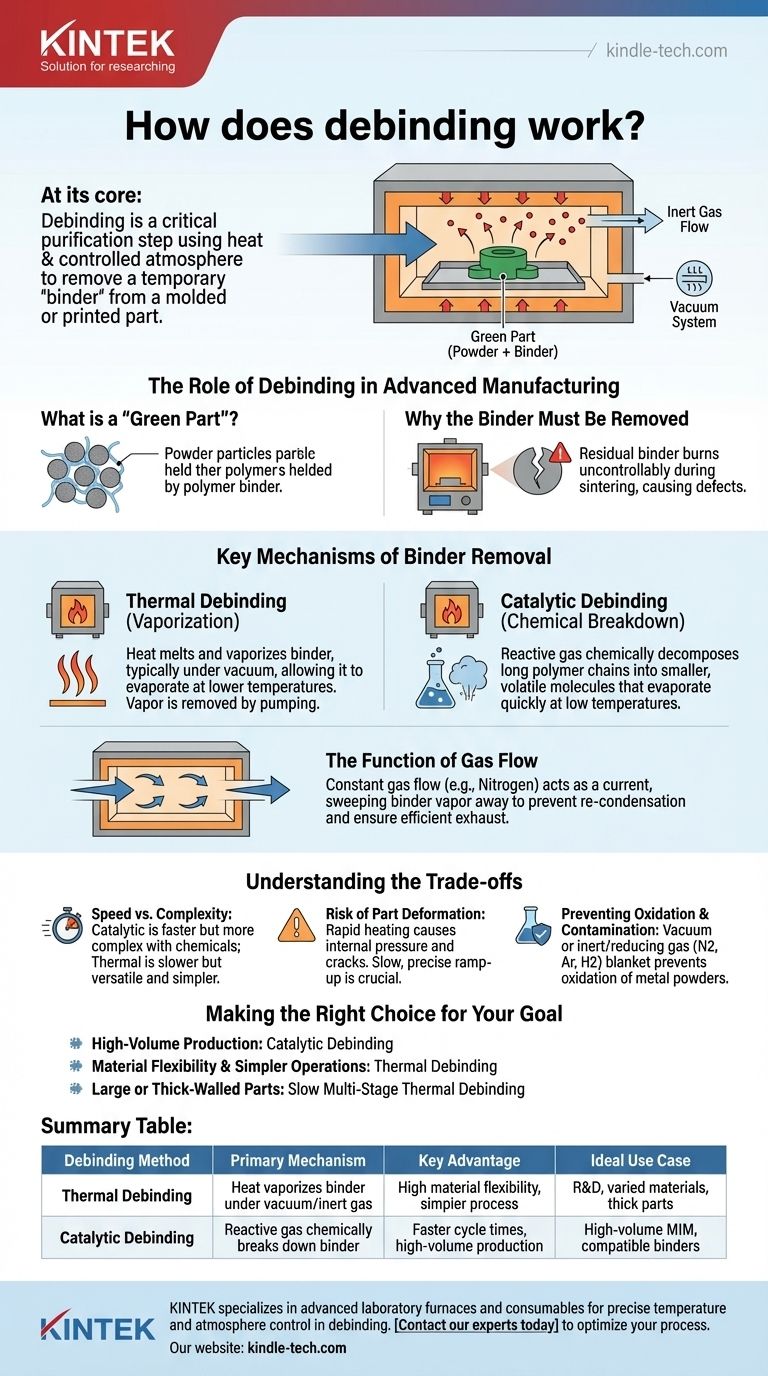
基本的に、脱脂とは、成形または印刷された部品から一時的な「バインダー」を除去するために熱と制御された雰囲気を使用する、製造における重要な精製工程です。これは特殊な炉内で行われ、バインダーが体系的に分解・気化され、真空システムまたは不活性ガスの流れによって運び去られます。これにより、最終的な強化工程の準備が整った、最終材料のみでできた脆い部品が残ります。
脱脂の基本的な目的は、最終部品を歪ませたり、ひび割れさせたり、汚染したりすることなく、部品に初期形状を与える犠牲バインダーを除去することです。これは、温度と雰囲気を注意深く制御することにより、バインダーを蒸発させるか、安全に抽出できる成分に化学的に分解することによって達成されます。

先進製造における脱脂の役割
金属またはセラミック部品が最終的な密度と強度に達する前は、「グリーンパート」として始まります。このグリーンパートは、最終材料の粉末(鋼など)と犠牲バインダー(多くの場合ポリマー)の混合物です。
「グリーンパート」とは?
グリーンパートとは、金属射出成形(MIM)やバインダージェット3Dプリンティングなどのプロセスの初期生成物です。バインダーは一時的な接着剤のように機能し、金属粉末やセラミック粉末を所望の形状に保持します。
部品は正しい形状を持っていますが、最終製品の強度と密度がありません。次の工程に進む前に、バインダーを完全に除去する必要があります。
バインダーを除去する必要がある理由
高密度部品を作成する最終工程は焼結であり、部品を融点直前まで加熱します。材料粒子が融合し、部品が収縮して高密度化します。
焼結中にバインダーがまだ存在すると、制御不能に燃焼し、空隙、亀裂、不純物を生成するガスを放出します。脱脂を行うことで、焼結を成功させるためのクリーンで純粋な構造が保証されます。
バインダー除去の主要メカニズム
脱脂は単一のプロセスではなく、一連の技術を指します。主な方法は熱分解法と触媒分解法の2つであり、どちらも固体バインダーをガスに変換して除去することに依存しています。
熱脱脂(気化)
熱脱脂では、熱が主要なツールとなります。通常、真空下で温度を制御しながら上昇させることにより、バインダーが溶けて気化(蒸発)するまで加熱されます。
真空環境は、バインダーの沸点を下げ、より低い温度でガス化できるようにするため、部品への応力を軽減する上で重要です。このバインダー蒸気は、炉の真空ポンプシステムによって除去されます。
触媒脱脂(化学分解)
この方法は、反応性ガスを使用してバインダーを化学的に分解します。部品は、触媒として機能する特定のガスが充填された炉内で加熱されます。
このガスが化学反応を引き起こし、バインダーの長いポリマー鎖を、より小さく揮発性の高い分子に分解します。これらの小さな分子は低温で急速に蒸発し、運び去られます。
ガス流の機能
どちらのプロセスでも、炉内に一定のガス流が維持されることがよくあります。このガスは通常、窒素のような不活性ガスであり、電流のように機能します。
バインダー蒸気を部品から掃き出し、より冷たい領域での再凝縮を防ぎ、チャンバーから効率的に排気されるようにします。
トレードオフの理解
脱脂戦略の選択は、速度、コスト、および部品破損のリスクのバランスを取ることを伴います。このプロセスは、精度が最も重要となる繊細な作業です。
速度対プロセスの複雑さ
触媒脱脂は熱脱脂よりも大幅に高速であるため、大量生産に最適です。ただし、特定の適合性のあるバインダーが必要であり、多くの場合危険な化学物質が関与するため、複雑さが増します。
熱脱脂はより低速ですが、より多様なバインダー材料に適応でき、一般的に管理がより単純なプロセスであるため、より多用途です。
部品変形の危険性
熱を速すぎると、バインダーが部品内部で急速に気化する可能性があります。これにより内部ガス圧が発生し、膨張、変形、さらには亀裂を引き起こす可能性があります。
したがって、特に肉厚の部品の場合、バインダーが損傷を引き起こさずに逃げられるように、脱脂プロファイルはゆっくりと正確に立ち上げる必要があります。
酸化と汚染の防止
脱脂温度では、金属粉末は酸素にさらされると酸化しやすくなります。酸化は、最終的に焼結された部品を弱める不純物を導入します。
これを防ぐため、プロセスは真空下で行われるか、不活性ガス(窒素やアルゴンなど)でパージされて保護層が形成されます。場合によっては、還元性ガス(水素など)を使用して、発生する可能性のある軽微な酸化を積極的に逆転させます。
目標に合った選択をする
脱脂戦略は、生産目標と部品の特定の特性に直接合わせる必要があります。
- 大量生産を最優先する場合: 化学的および材料固有の要件を管理できる場合、触媒脱脂は速度の点で優れた選択肢となることがよくあります。
- 材料の柔軟性とより単純な操作を最優先する場合: 熱脱脂は、研究開発を含む幅広い用途に適した、より適応性が高く寛容な方法です。
- 大型部品や肉厚の部品を扱う場合: 内部圧力の蓄積による欠陥を防ぐために、ゆっくりとした多段階の熱脱脂サイクルが不可欠です。
脱脂プロセスを習得することは、脆いグリーンパートを欠陥のない高性能コンポーネントに変えるために不可欠です。
要約表:
| 脱脂方法 | 主要なメカニズム | 主な利点 | 理想的な使用例 |
|---|---|---|---|
| 熱脱脂 | 真空/不活性ガス下で熱によりバインダーが気化 | 高い材料の柔軟性、より単純なプロセス | R&D、多様な材料、厚い部品 |
| 触媒脱脂 | 反応性ガスがバインダーを化学的に分解 | より速いサイクルタイム、大量生産 | 大量生産MIM、適合性のあるバインダー |
欠陥のない焼結部品のために脱脂プロセスを最適化する準備はできましたか?
KINTEKは、熱処理のための先進的なラボ用炉と消耗品の専門家です。当社のソリューションは、成功する脱脂に不可欠な正確な温度と雰囲気の制御を提供し、欠陥を防ぎ、優れた部品密度を達成するのに役立ちます。
当社の専門家に今すぐお問い合わせいただき、当社の機器が金属射出成形(MIM)または積層造形ワークフローをどのように強化できるかをご相談ください。
ビジュアルガイド
関連製品
- 実験室用脱脂・予備焼結用高温マッフル炉
- 電気ロータリーキルン小型ロータリー炉バイオマス熱分解プラント
- 実験室マッフル炉 底部昇降式マッフル炉
- 炭素材料用黒鉛真空炉底排出黒鉛炉
- 真空熱処理焼結ろう付け炉



















