適切なろう付け温度は単一の値ではなく、使用するフィラーメタルによって決まる特定の範囲です。原則として、接合部を、選択したろう付け合金の全融点(液相線温度)より少なくとも25℃(50°F)以上加熱する必要があります。これにより、フィラーメタルが接合部に適切に流れるのに十分な流動性を持ちます。
目標は単にフィラーメタルを溶かすことではなく、母材を損傷することなく最適な流れと冶金的な結合を可能にする温度を達成することです。フィラーメタルの技術データシートが、必要な温度範囲に関する究極の権威となります。
ろう付け温度の背後にある科学
強度のあるろう付け接合を実現するためには、フィラーメタルの主要な特性を理解する必要があります。プロセス全体は、フィラーが設計どおりに機能することを可能にする温度に達することにかかっています。
固相線温度と液相線温度の定義
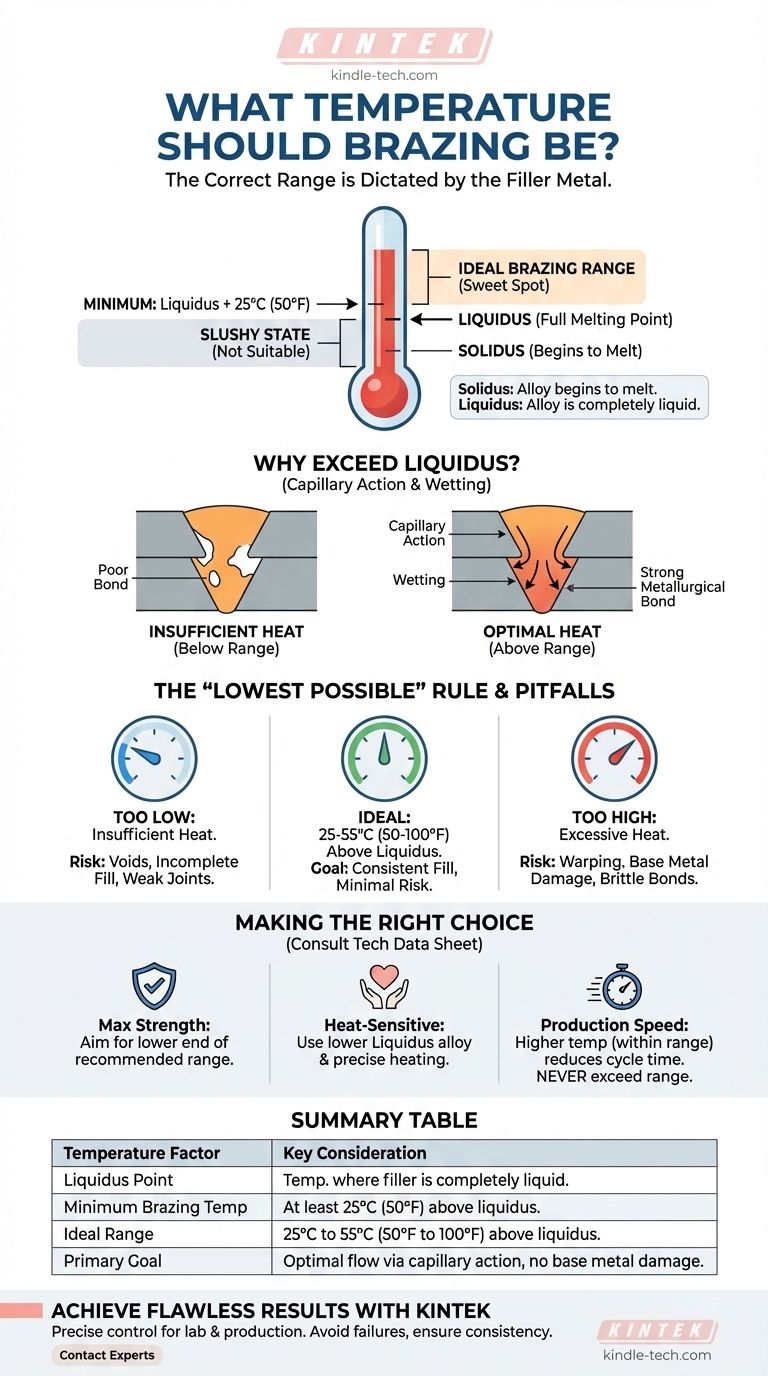
すべてのろう付け合金には2つの重要な温度点があります。
- 固相線温度(Solidus): 合金が溶け始める温度。
- 液相線温度(Liquidus): 合金が完全に液体になる温度。
これら2つの点の間では、合金はスラリー状の半固体状態で存在し、適切な流れには適していません。
なぜ液相線温度を超える必要があるのか
接合部は、フィラーの液相線温度よりも高い温度に加熱されなければなりません。この過熱は、2つの重要な作用が発生するために必要な熱エネルギーを提供します。
第一に、溶けたフィラーメタルが非常に流動的になります。これにより、毛細管現象と呼ばれるプロセスを通じて、母材間の狭い隙間に深く引き込まれることが可能になります。
第二に、この流動性により適切な濡れ(ウェットイング)が可能になり、フィラーメタルが母材の表面に均一に広がり、強固で永続的な冶金結合を形成します。
「可能な限り低い」温度のルール
標準的な推奨事項は、フィラーの液相線温度より約25℃から55℃(50°Fから100°F)高い温度を使用することです。これがスイートスポットです。
この範囲内で加熱することにより、フィラーが完全に液体になり正しく流れることが保証されますが、接合部の過熱のリスクを最小限に抑えることができます。理想的な温度とは、一貫した完全な接合部の充填を依然として提供する最も低い温度です。

一般的な落とし穴とトレードオフ
不適切な温度(低すぎるか高すぎるか)を選択することは、ろう付け失敗の最も一般的な原因です。それぞれの誤りは、明確な一連の問題を引き起こします。
熱不足のリスク
母材が十分に熱くない場合、フィラーメタルは接合部に完全に浸透する前に凍結してしまいます。
これはボイド(空隙)と不完全な充填をもたらし、応力下で亀裂や破損を起こしやすい弱く信頼性の低い接続になります。フィラーメタルは母材を適切に濡らさず、不良な結合につながります。
過熱の危険性
接合部の過熱もまた、それ以上に損傷を与える可能性があります。
過度の熱は母材を溶かしたり反らせたりする可能性があり、その構造的完全性を損ないます。また、ろう付けフィラーメタルを劣化させたり、接合部から流れ出しすぎたり、最終的な結合を弱める脆い金属間化合物を生成したりする可能性があります。
目的に合わせた正しい選択
常に、ろう付けフィラーメタルのメーカーが提供する技術データシートを参照することから始めてください。そこには、正確な固相線温度、液相線温度、および推奨されるろう付け温度範囲が記載されています。
- 主な焦点が最大の接合強度である場合: メーカーの推奨範囲を厳守し、一貫した完全なフィラーの流れが得られる範囲の下限を狙います。
- デリケートな材料や熱に敏感な材料を扱っている場合: 液相線温度が低いフィラー合金を選択し、母材の過熱や損傷を避けるために精密な加熱方法を使用します。
- 主な焦点が生産速度である場合: 高温はサイクルタイムを短縮できますが、接合品質を損ない失敗につながるため、推奨範囲を決して超えてはなりません。
結局のところ、正しいろう付け温度を選択することは、完璧な冶金結合を形成するためにフィラーメタルの流れを正確に制御することなのです。
要約表:
| 温度要因 | 主な考慮事項 |
|---|---|
| 液相線温度 | フィラーメタルが完全に液体になる温度。 |
| 最低ろう付け温度 | 液相線温度より少なくとも25℃(50°F)以上。 |
| 理想的な範囲 | 液相線温度より25℃~55℃(50°F~100°F)上。 |
| 主な目標 | 母材を損傷することなく毛細管現象を通じて最適な流れを達成する。 |
KINTEKの精密機器で完璧なろう付け結果を実現しましょう。
R&Dプロトタイプに取り組んでいる場合でも、大量生産に取り組んでいる場合でも、接合部の完全性にとって適切な温度制御は不可欠です。KINTEKは、成功するろう付け作業に必要な正確で均一な熱を提供する高品質のラボ用炉と加熱システムを専門としています。
当社のソリューションは、以下を支援します。
- 温度を正確に制御し、最適なろう付け範囲内に留まる。
- 過熱や熱不足によるコストのかかる失敗を回避する。
- バッチごとに一貫した高品質の結合を保証する。
ろう付けプロセスを完璧にする準備はできましたか? 当社の専門家に今すぐお問い合わせいただき、お客様のラボの特定のニーズに最適な加熱ソリューションを見つけてください。
ビジュアルガイド