ステンレス鋼をはんだ付けするには、標準のロジンコアはんだや配管用はんだは使用できません。95/5スズ-アンチモン合金や銀含有合金のような高スズ含有はんだを、ステンレス鋼用に特別に設計された非常に強力な酸性フラックスと組み合わせて使用する必要があります。この特殊なフラックスは最も重要な要素であり、はんだが表面に付着するのを妨げる頑固な酸化層を化学的に除去するために必要です。
ステンレス鋼のはんだ付けの成功は、はんだ自体ではなく、ほぼ完全にフラックスに依存します。標準的なフラックスは効果がなく、特殊な酸性フラックスだけが金属の保護層を突破し、はんだ接合を形成させることができます。
ステンレス鋼のはんだ付けが難しい理由
ステンレス鋼の課題を理解することが、それを克服するための最初のステップです。「ステンレス」である特性は、はんだ付けに抵抗する特性と同じです。
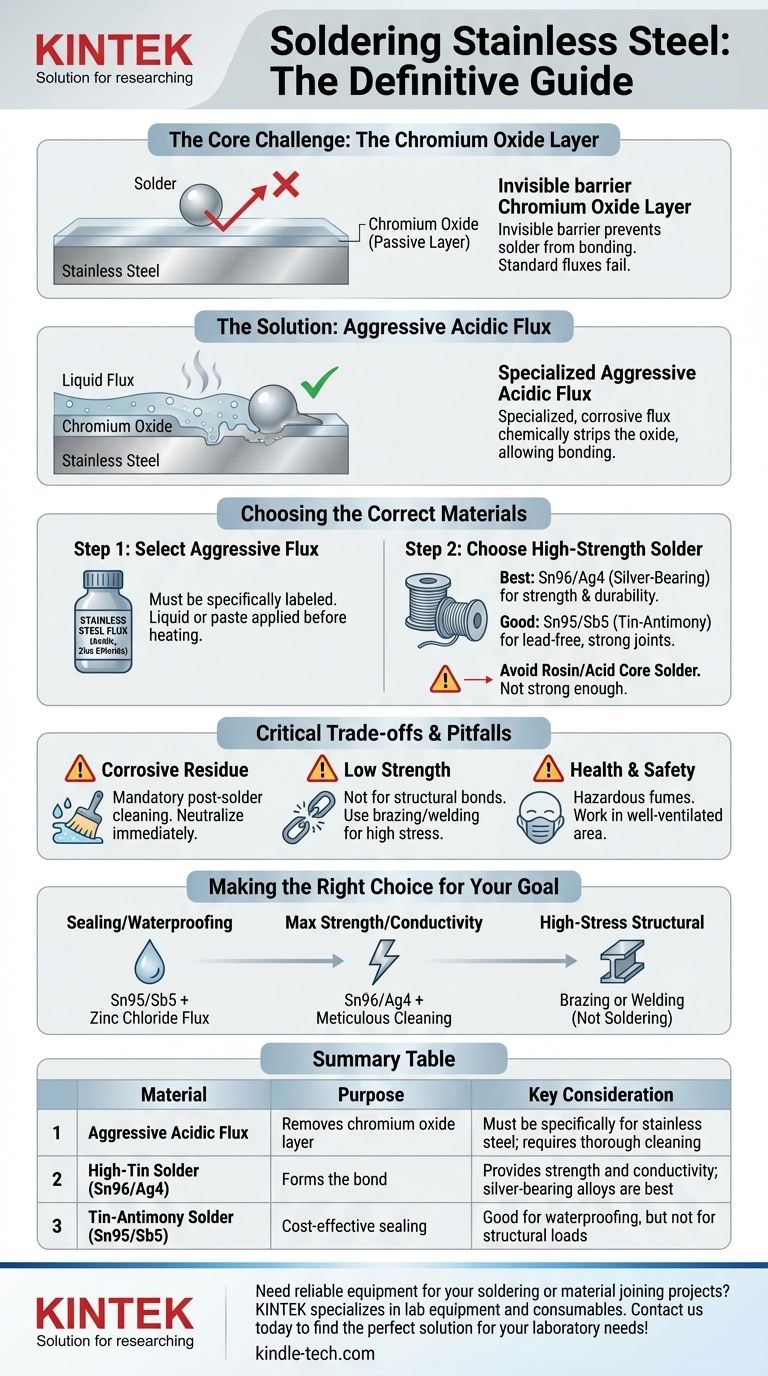
問題:酸化クロム層
ステンレス鋼にはクロムが含まれており、これが酸素と反応して受動的で透明な自己修復性の酸化クロム層を形成します。
この層は、目に見えない焦げ付き防止塗料の層だと考えてください。はんだはこの表面に「濡れる」ことができず、結合できません。銅も酸化しますが、その酸化層は電子機器や配管で使用されるマイルドなロジンまたは水溶性フラックスによって簡単に除去されます。ステンレス鋼の酸化クロムははるかに弾力性があります。
解決策:強力なフラックス
ステンレス鋼をはんだ付けするには、この酸化層を化学的に剥がす必要があります。これには、銅や真鍮に使用されるものよりもはるかに強力なフラックスが必要です。
これらは非常に酸性が強く腐食性の高いフラックスであり、しばしば塩化亜鉛、塩酸、またはリン酸を含んでいます。これらは表面を強力にエッチングし、酸化物を除去して、はんだが結合するための生の鋼を露出させます。

正しい材料の選択
成功には2つの要素が必要です。適切なフラックスと適切はんだです。これらは連携して機能する必要があります。
ステップ1:強力なフラックスを選択する
最優先事項は、「ステンレス鋼用」または「ニッケル/クロム合金用」と明示されているフラックスを見つけることです。標準的な電子機器用または配管用フラックスは常に失敗します。
これらのフラックスは液体またはペースト状で、加熱する前に接合部に別途塗布する必要があります。
ステップ2:高強度のはんだを選ぶ
適切なフラックスが見つかったら、適切はんだを選択できます。すでに強力な材料を扱っているため、強力なはんだ合金を使用するのが最善の方法です。
- 銀含有はんだ(最適): Sn96/Ag4(スズ96%、銀4%)のような合金は、フラックスが活性化した後、優れた強度、耐久性、および濡れ特性を提供します。
- スズ-アンチモンはんだ(良好): Sn95/Sb5(スズ95%、アンチモン5%)のような合金は、非常によく機能するもう一つの強力な鉛フリーの選択肢です。
- スズ-鉛はんだ(使用可能): 従来の60/40または63/37スズ-鉛はんだも機能しますが、正しい強力なフラックスと組み合わせて使用した場合に限ります。これらは真の利点を提供せず、健康上の理由から段階的に廃止されています。
ロジンや酸のコアが内蔵されているはんだは避けてください。このコアフラックスはステンレス鋼には決して十分な強度ではありません。
トレードオフと落とし穴を理解する
強力なフラックスを使用すると、成功し永続的な接合のために管理しなければならない重大なリスクが生じます。
腐食性残留物の危険性
ステンレス鋼用フラックスに含まれる酸は非常に腐食性が高いです。はんだ付け後に残留物が接合部に残っていると、金属を攻撃し続け、腐食や最終的な接合部の破損につながります。
はんだ付け後の洗浄は必須です。接合部が冷めた直後に、その領域を中和し、徹底的に洗浄する必要があります。一般的な方法は、重曹と水のペーストでその領域をこすり洗いし、その後きれいな水で最終的にすすぐことです。
強度の限界
はんだ付けされた接合は低温接合です。シームの密閉、防水接合の作成、または電気接続に適しています。
しかし、はんだ付けは鋼に構造的な接合を形成しません。高い機械的強度が必要な用途では、ろう付けや溶接のような高温プロセスを使用する必要があります。
健康と安全
酸性フラックスを加熱する際に発生する煙は有害であり、吸い込むべきではありません。常に換気の良い場所で作業し、ヒューム抽出器の使用を検討してください。
目標に応じた正しい選択
プロジェクトの目的に基づいて材料を選択してください。
- 密閉または防水が主な焦点の場合: スズ-アンチモンはんだ(Sn95/Sb5)と塩化亜鉛ベースのフラックスの組み合わせは、費用対効果が高く信頼性の高いソリューションです。
- 最大の強度または導電性が主な焦点の場合: 銀含有はんだ(Sn96/Ag4)は、可能な限り最も強力なはんだ接合を提供しますが、はんだ付け後の洗浄を細心の注意を払って行うことを忘れないでください。
- 高応力構造接続が主な焦点の場合: はんだ付けは完全に間違ったプロセスです。必要な強度と安全性を達成するには、ろう付けまたは溶接に移行する必要があります。
最終的に、成功するステンレス鋼のはんだ接合は、表面を準備するための強力なフラックスと、接合を形成するための高品質のはんだを使用することの結果です。
要約表:
| 材料 | 目的 | 重要な考慮事項 |
|---|---|---|
| 強力な酸性フラックス | 酸化クロム層を除去 | ステンレス鋼専用であること。徹底的な洗浄が必要 |
| 高スズはんだ(例:Sn96/Ag4) | 接合を形成 | 強度と導電性を提供。銀含有合金が最適 |
| スズ-アンチモンはんだ(例:Sn95/Sb5) | 費用対効果の高い密閉 | 防水には適しているが、構造的な負荷には不向き |
はんだ付けや材料接合プロジェクトに信頼性の高い機器が必要ですか? KINTEKは、精度と耐久性を必要とする研究室にサービスを提供する、実験室機器と消耗品の専門企業です。ステンレス鋼やその他の困難な材料を扱う場合でも、当社の製品は一貫して高品質な結果を保証します。今すぐお問い合わせください。お客様の実験室のニーズに最適なソリューションを見つけます!
ビジュアルガイド