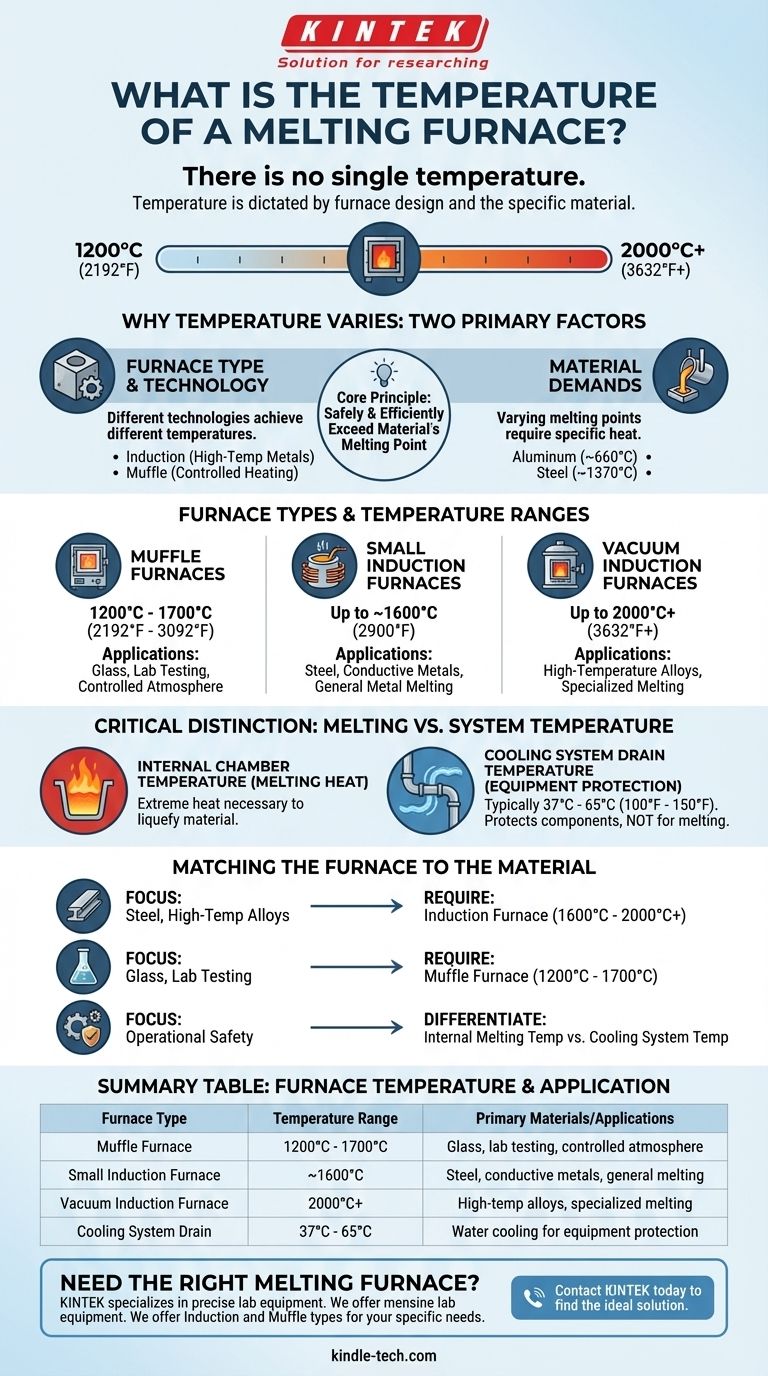
溶解炉の温度は一つではありません。 必要な温度は、炉の設計と溶解する特定の材料によって完全に決まり、一般的な動作温度は1200°C(2192°F)から2000°C(3632°F)以上に及びます。
溶解炉の温度は固定値ではなく、必要な能力です。基本的な原則は、炉がガラス、アルミニウム、高強度鋼のいずれであっても、対象材料の融点を安全かつ効率的に超えることができる必要があるということです。
なぜ温度がこれほど広範囲にわたるのか
「溶解炉」という用語は、幅広い産業機器をカバーしています。その動作温度を決定する2つの主要な要因は、使用される炉技術の種類と、処理するように設計された材料です。
材料の要求
異なる材料は、融点が大きく異なります。アルミニウム(融点約660°C)用に設計された炉は、鋼(融点約1370°C)用に設計された炉とは根本的に異なる要件を持っています。
炉の温度範囲は、特定の作業への適合性を決定します。炉の能力を材料の要件に合わせることが、最適な結果を得るための最も重要な要素です。
誘導炉:高温金属用
誘導炉は、電磁電流を使用して導電性金属を直接加熱および溶解します。この方法は非常に効率的で、非常に高い温度を達成できます。
小型誘導溶解炉は、通常、最大温度1600°C(2900°F)に達することができます。
真空誘導溶解炉のようなより高度なシステムは、さらに高い温度、しばしば2000°C(3632°F)まで到達できます。
マッフル炉:制御された加熱用
マッフル炉は異なる方法で動作し、バーナーのような外部熱源を使用して隔離された内部チャンバー、つまり「マッフル」を加熱します。これにより、内部の材料が炎や燃焼副産物と直接接触するのを防ぎます。
マッフル炉の最大温度は、その特定の設計と構造に応じて、通常1200°C(2192°F)から1700°C(3092°F)の範囲に収まります。

重要な区別:溶解温度とシステム温度
内部溶解温度と他の動作温度を混同することは、よくある間違いです。金属を液化するために必要な温度は、機械のサポートシステムの温度よりも桁違いに高くなります。
内部チャンバー温度
これは炉の真の「溶解温度」です。材料を固体から液体へと状態変化させるために必要な、るつぼまたはチャンバー内で発生する極度の熱です。
冷却システム排水温度
高出力炉、特に誘導炉は、誘導コイルなどのコンポーネントの過熱を防ぐために堅牢な水冷システムを必要とします。
この冷却水の温度は、しばしば炉の排水温度と呼ばれ、通常は非常に低く、37°Cから65°C(100°Fから150°F)の範囲です。機器の損傷を防ぐため、この水温が79°C(175°F)のような制限を超えると、安全スイッチが電源をオフにすることがよくあります。
炉と材料の適合
必要な炉の温度を決定するには、まず主要な目的を特定する必要があります。
- 鋼やその他の高温合金の溶解が主な焦点の場合: 最大温度能力が1600°Cから2000°C以上の誘導炉が必要です。
- ガラスのような材料の溶解や実験室での試験が主な焦点の場合: 特に制御された雰囲気が必要な場合、1200°Cから1700°Cの範囲のマッフル炉がしばしば正しい選択です。
- 運用上の安全性とメンテナンスが主な焦点の場合: システム診断を正しく解釈するために、内部溶解温度とはるかに低い冷却システム温度を常に区別してください。
最終的に、適切な炉を選択することは、ツールの熱出力を材料の特定の要求に合わせることです。
要約表:
| 炉の種類 | 一般的な温度範囲 | 主な材料/用途 |
|---|---|---|
| マッフル炉 | 1200°C - 1700°C (2192°F - 3092°F) | ガラス、実験室試験、制御雰囲気溶解 |
| 小型誘導炉 | 最大約1600°C (2900°F) | 鋼、導電性金属、一般金属溶解 |
| 真空誘導炉 | 最大2000°C以上 (3632°F以上) | 高温合金、特殊金属溶解 |
| 冷却システム排水 | 37°C - 65°C (100°F - 150°F) | 機器保護のための水冷(溶解温度ではありません) |
特定の材料に適した溶解炉が必要ですか?
適切な温度能力を持つ炉を選択することは、効率、安全性、および最適な結果を達成するために不可欠です。KINTEKは、お客様が必要とする正確な実験装置を提供することに特化しています。
KINTEKでは、金属、ガラス、または実験室での試験など、お客様の材料の正確な要件を満たすように設計された、誘導炉やマッフル炉を含む様々な溶解炉を提供しています。
当社の専門家がお客様に最適な組み合わせを見つけるお手伝いをいたします。今すぐKINTEKにお問い合わせください。お客様の用途についてご相談し、研究室のニーズに最適なソリューションを見つけましょう。
ビジュアルガイド