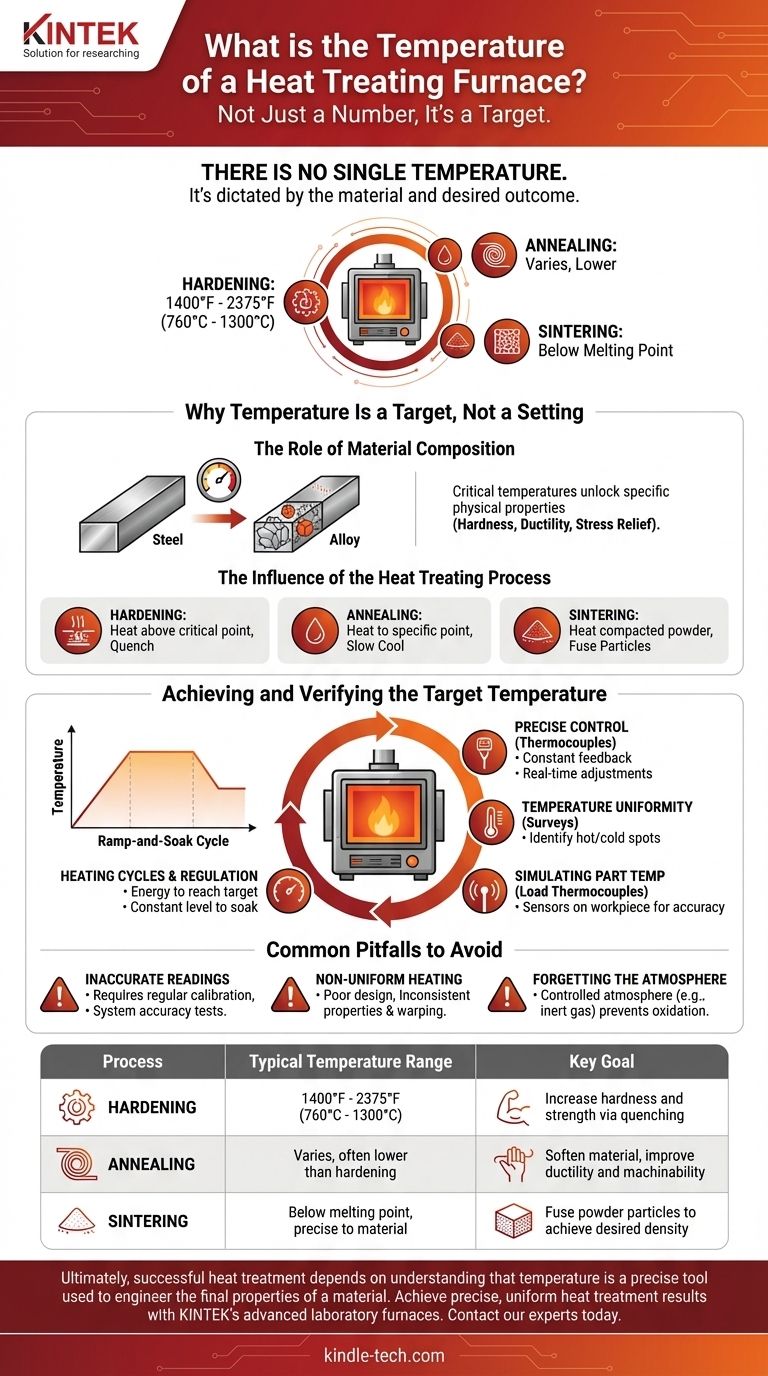
熱処理炉に単一の温度というものはありません。正しい温度は、材料と望ましい結果によって完全に決定されます。一般的な鋼の場合、硬化プロセスには1400°F(760°C)から2375°F(1300°C)までの温度が必要となることがあります。硬化、焼きなまし、焼結のいずれであっても、プロセスに必要な特定の冶金学的変態のために、温度は正確に制御されなければなりません。
熱処理炉の温度は静的な数値ではなく、動的なプロセスにおける高度に制御された変数です。重要な問いは「温度は何度か」ではなく、「私の特定の材料が望ましい特性を達成するために必要な温度は何度か」です。
なぜ温度は「設定」ではなく「目標」なのか
炉内の温度は、材料の微細構造を意図的に変化させるために使用される主要なツールです。異なる温度は、硬度、延性、内部応力緩和などの異なる物理的特性を引き出します。
材料組成の役割
すべての金属合金には、その内部結晶構造が変態する臨界温度があります。鋼の場合、これは鉄の結晶相をオーステナイトに変化させることを含み、これにより炭素が溶解し、急冷(焼入れ)によって所定の位置に固定されます。
この変態の正確な温度は、鋼の特定の組成によって異なります。
熱処理プロセスの影響
処理の目的が、必要な温度プロファイルを決定します。
- 硬化は、焼入れの前に材料をその臨界変態点以上に加熱する必要があります。
- 焼きなましは、材料を特定の温度まで加熱し、その後非常にゆっくりと冷却して、材料を軟化させ、機械加工性を向上させます。
- 焼結は、圧縮された粉末を、粒子を融合させるのに十分な高さで、しかし材料の融点より低い温度で加熱し、望ましい密度を達成します。
これらの各プロセスは、独自の異なる結果を生み出すために異なる温度目標を使用します。

目標温度の達成と検証
温度を設定することは簡単ですが、ワークピース全体が均一にその温度に達し、それを維持することを保証することは、複雑なエンジニアリングの課題です。これには、洗練された制御および検証システムが必要です。
加熱サイクルと調整
炉は、目標温度に達するためにかなりの量のエネルギーを必要とします。一度目標温度に達すると、熱入力は一定のレベルに減らされ、材料をその温度で指定された時間維持、つまり「ソーク」させます。
このランプ・アンド・ソークサイクルは、部品全体が完全に加熱されることを保証するための基本です。
精密な制御の重要性
炉は、熱電対をセンサーとして使用し、制御システムに一定の温度フィードバックを提供します。このフィードバックループにより、システムは加熱要素をリアルタイムで調整し、温度が安定して正確に保たれるようにします。
温度均一性が鍵
コントローラーに表示される温度は、必ずしも炉内のどこでも同じ温度であるとは限りません。温度均一性調査は、作業空間内の最も高温の場所と最も低温の場所を特定するために実施されます。
不均一な加熱は、部品の反り、ひび割れ、またはその構造全体にわたる信頼性の低い特性を引き起こす可能性があります。
部品温度のシミュレーション
炉内の空気温度は、処理される材料の実際の温度とは異なる場合があります。このため、部品の熱状態を最も正確に読み取るために、ロード熱電対がワークピース上または内部に配置されることがよくあります。
避けるべき一般的な落とし穴
正しい温度を達成することは重要ですが、いくつかの要因がプロセスを損ない、部品の故障や資源の無駄につながる可能性があります。
不正確な温度測定
炉は、そのセンサーの精度に依存します。定期的なシステム精度テストと熱電対の校正が不可欠です。未検証の測定値に頼ると、材料を誤った温度で処理することになり、プロセス全体が無効になる可能性があります。
不均一な加熱
炉の設計不良や部品の不適切な配置は、大きな温度変動を引き起こす可能性があります。これは、最終部品における不均一な硬度、内部応力、および寸法歪みの主な原因です。
雰囲気を忘れること
温度は方程式の一部にすぎません。多くのプロセスでは、高温での材料表面の酸化やスケールを防ぐために、制御された雰囲気(不活性ガスなど)が必要です。
目標に応じた適切な選択
正しい温度は常に、材料と目的の関数です。
- 炭素鋼の硬化が主な焦点である場合:目標温度は、材料の臨界変態点以上、通常1400°Fから1600°Fの範囲で、焼入れの準備をします。
- 焼きなましや応力除去が主な焦点である場合:硬化よりも低い、注意深く制御された温度を使用して、材料を軟化させ、その相を根本的に変えることなく延性を向上させます。
- 粉末金属の焼結が主な焦点である場合:温度は、粒子を融合させるのに十分な高さで、しかし融点より低く、必要な最終密度を達成するために精度が最も重要です。
最終的に、熱処理の成功は、温度が材料の最終特性を設計するために使用される精密なツールであることを理解することにかかっています。
要約表:
| プロセス | 一般的な温度範囲 | 主な目標 |
|---|---|---|
| 硬化 | 1400°F - 2375°F (760°C - 1300°C) | 焼入れによる硬度と強度の向上 |
| 焼きなまし | 様々、硬化より低いことが多い | 材料を軟化させ、延性と機械加工性を向上させる |
| 焼結 | 融点以下、材料に精密に合わせる | 粉末粒子を融合させ、望ましい密度を達成する |
KINTEKの先進的なラボ用炉で、精密で均一な熱処理結果を達成しましょう。鋼の硬化、金属の焼きなまし、粉末の焼結のいずれであっても、当社の装置はプロセスが要求する正確な温度制御と均一性を提供します。材料の特性を偶然に任せることなく、今すぐ当社の専門家にお問い合わせください。当社のラボ機器がどのように熱処理の結果を向上させ、研究室で一貫した高品質の結果を保証できるかについてご相談ください。
ビジュアルガイド