油圧プレスの背後にある核となる原理は、パスカルの原理です。これは、非圧縮性流体を使用して莫大な力を増幅することを可能にします。この原理は、閉鎖系内の流体に加えられた圧力は、流体全体に均等に伝達されると述べています。油圧プレスは、この原理を利用し、小さな面積に小さな初期力を加えることで、より大きな面積にわたってはるかに大きな出力力を生成します。
根本的な洞察は、油圧プレスがエネルギーを生成するのではなく、力を増幅するということです。これは、小さなピストンに加えた小さな力をシステム全体の圧力に変換し、その圧力がより大きなピストンに作用して、比例して大きな出力力を生み出すことによって達成されます。

油圧システムの解剖
物理学を理解するためには、まず油圧プレスを構成する不可欠なコンポーネントを見る必要があります。これらの部品は閉鎖系内で連携して力を伝達し、増幅します。
2つのピストン:プランジャーとラム
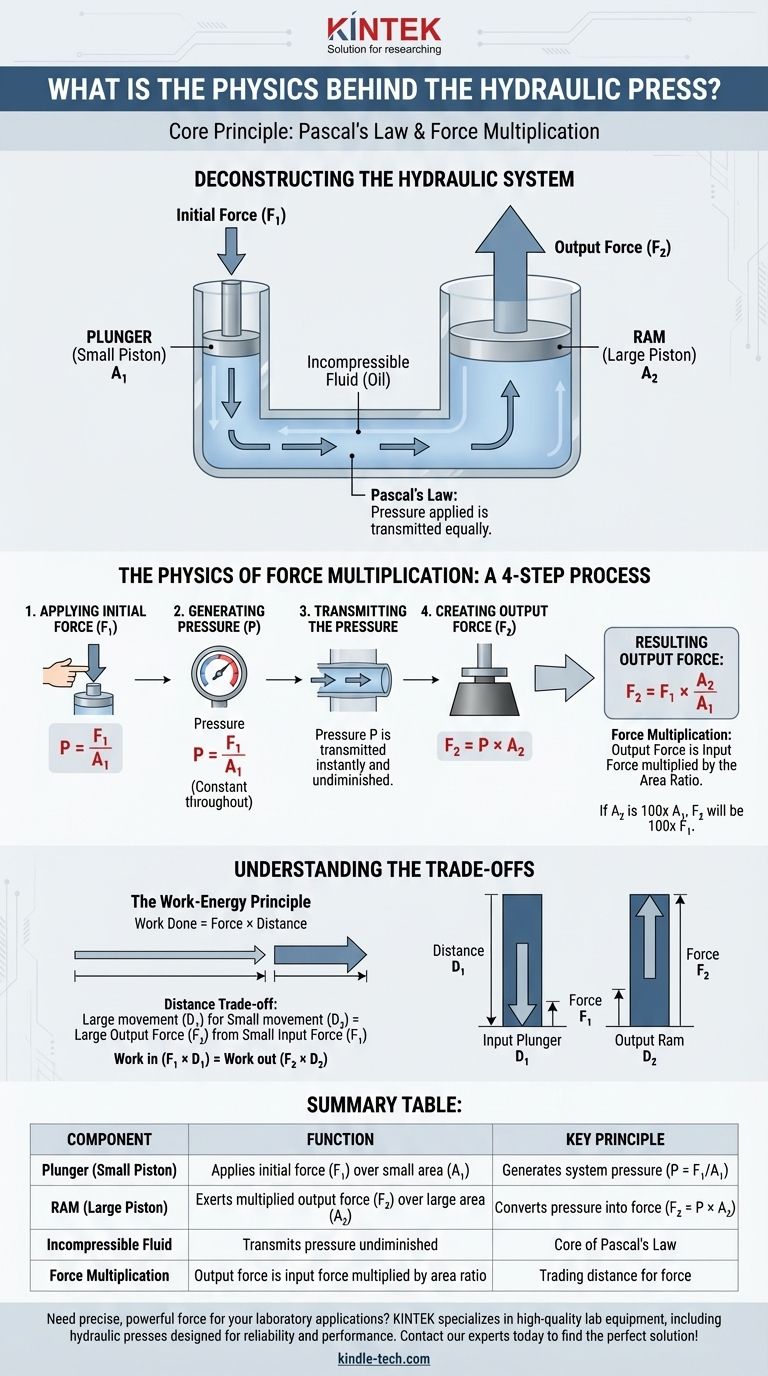
ほとんどすべての油圧プレスには、サイズの異なる2つのピストンがあります。小さい方のピストンは、しばしばプランジャーと呼ばれ、初期の小さな力が加えられる場所です。大きい方のピストンは、ラムとして知られ、作業を行うための巨大な圧縮力を発揮します。
非圧縮性流体
ピストンは、通常、特殊なオイルである非圧縮性流体で満たされたチャネルで接続されたシリンダー内に収容されています。「非圧縮性」が重要な特性です。これは、流体の体積が圧力下で変化しないことを意味します。これにより、一方の端で流体を押すと、もう一方の端にその力が「押しつぶされる」ことなく即座に伝達されます。
力増幅の物理学
油圧プレスの真の巧妙さは、力、圧力、面積の関係をどのように利用するかという点にあります。このプロセスは、パスカルの原理を明確に4つのステップで適用したものです。
ステップ1:初期力の印加 (F₁)
プロセスは、比較的小さな力 (F₁) が小さな入力ピストンであるプランジャーに加えられることから始まります。このピストンは小さな表面積 (A₁) を持っています。
ステップ2:圧力の生成 (P)
この初期力は、油圧流体内に圧力を生成します。圧力の量は、圧力 = 力 / 面積という式で定義されます。したがって、システム内の圧力 (P) は P = F₁ / A₁ として計算されます。
ステップ3:圧力の伝達
ここでパスカルの原理が重要になります。この原理は、生成された圧力 (P) が閉じ込められた流体のあらゆる部分に瞬時に、そして減衰することなく伝達されることを保証します。大きなラムに作用する圧力は、小さなプランジャーの下の圧力とまったく同じです。
ステップ4:出力力の生成 (F₂)
この一定の圧力 (P) は、はるかに大きな表面積 (A₂) を持つ大きな出力ピストンであるラムに作用します。結果として生じる出力力 (F₂) は、圧力の式を並べ替えることで計算されます:力 = 圧力 × 面積。
したがって、出力力は F₂ = P × A₂ です。
P = F₁ / A₁ であることがわかっているので、これを2番目の式に代入すると、直接的な関係が見えてきます:F₂ = (F₁ / A₁) × A₂。これは、出力力が入力力に面積の比を掛けたものであることを示すために簡略化できます:F₂ = F₁ × (A₂ / A₁)。
ラムの面積 (A₂) がプランジャーの面積 (A₁) の100倍大きい場合、出力力 (F₂) は入力力 (F₁) の100倍大きくなります。
トレードオフの理解
この力増幅は物理法則に違反するものではなく、自由エネルギーの源ではありません。エネルギー保存の法則によって決定される根本的なトレードオフが存在します。
仕事とエネルギーの原理
理想的なシステムでは、入力ピストンに対して行われた仕事は、出力ピストンによって行われた仕事と等しくなければなりません。仕事は仕事 = 力 × 距離として計算されます。
距離のトレードオフ
出力力 (F₂) が入力力 (F₁) よりもはるかに大きいため、出力ラムが移動する距離 (D₂) は、入力プランジャーが移動する距離 (D₁) よりも比例して小さくなければなりません。
巨大なラムをわずか1インチ持ち上げるために、小さなプランジャーを100インチ押し下げる必要があるかもしれません。あなたは、低い力で長い動きを、高い力で短い動きと交換しているのです。
目標に応じた適切な選択
この原理を理解することで、設計、操作、または単純な理解のいずれにおいても、さまざまな目的に適用することができます。
- 設計に重点を置く場合:ピストン面積の比 (A₂/A₁) に注目してください。この比がシステムの力増幅係数を直接決定します。
- 操作に重点を置く場合:生成される力は莫大ですが、ラムの動きは遅く、意図的であることを認識してください。この力と距離のトレードオフは、安全性と操作上の重要な特性です。
- 理解に重点を置く場合:重要なポイントは、閉鎖流体内の圧力は一定に保たれ、小さな面積に加わる小さな力が、大きな面積に加わる大きな力になることを可能にするということです。
この原理を習得することで、単純な流体力学が現代世界で最も強力な機械の一部をどのように可能にしているかを見ることができます。
要約表:
| コンポーネント | 機能 | 主要原理 |
|---|---|---|
| プランジャー (小ピストン) | 小さな面積 (A₁) に初期力 (F₁) を加える | システム圧力 (P = F₁/A₁) を生成する |
| ラム (大ピストン) | 大きな面積 (A₂) に増幅された出力力 (F₂) を発揮する | 圧力を力に変換する (F₂ = P × A₂) |
| 非圧縮性流体 | システム全体に圧力を減衰させることなく伝達する | パスカルの原理の核となる部分 |
| 力増幅 | 出力力は入力力に面積比を掛けたもの (F₂ = F₁ × (A₂/A₁)) | 距離を力と交換することで達成される |
研究室の用途で、正確で強力な力が必要ですか? KINTEKは、信頼性と厳密な性能のために設計された油圧プレスを含む、高品質の実験装置を専門としています。サンプルの圧縮、材料の成形、またはカスタムの力印加が必要な場合でも、当社の専門知識により、お客様のニーズに合った適切なツールが保証されます。今すぐ当社の専門家にお問い合わせください。お客様の研究室に最適な油圧プレスソリューションを見つけましょう!
ビジュアルガイド
関連製品
- 真空ボックスラボ用加熱プレート付き加熱油圧プレス機
- ラボ用加熱プレート付き自動高温加熱油圧プレス機
- ラボ用加熱プレート付きマニュアル高温加熱油圧プレス機
- ラボ用手動加熱プレート内蔵加熱油圧プレス機
- 24T 30T 60T 加熱プレート付き加熱式油圧プレス機 ラボ用ホットプレス



















