単一の媒体がすべての用途に使用されるわけではありませんが、油は現代の冶金において最も汎用性が高く、広く使用されている焼入れ媒体であると言えるでしょう。油は、ほとんどの一般的な合金鋼を硬化させるのに十分な速さでありながら、水や塩水のようなより攻撃的な焼入れ剤で懸念される変形や亀裂のリスクを最小限に抑えるのに十分な遅さの、制御された冷却速度を提供します。
最も一般的な焼入れ媒体が必ずしも「最良」であるとは限りません。理想的な選択は、鋼の種類と望ましい最終特性によって完全に決定され、硬度の必要性と亀裂のリスクのバランスが取られます。
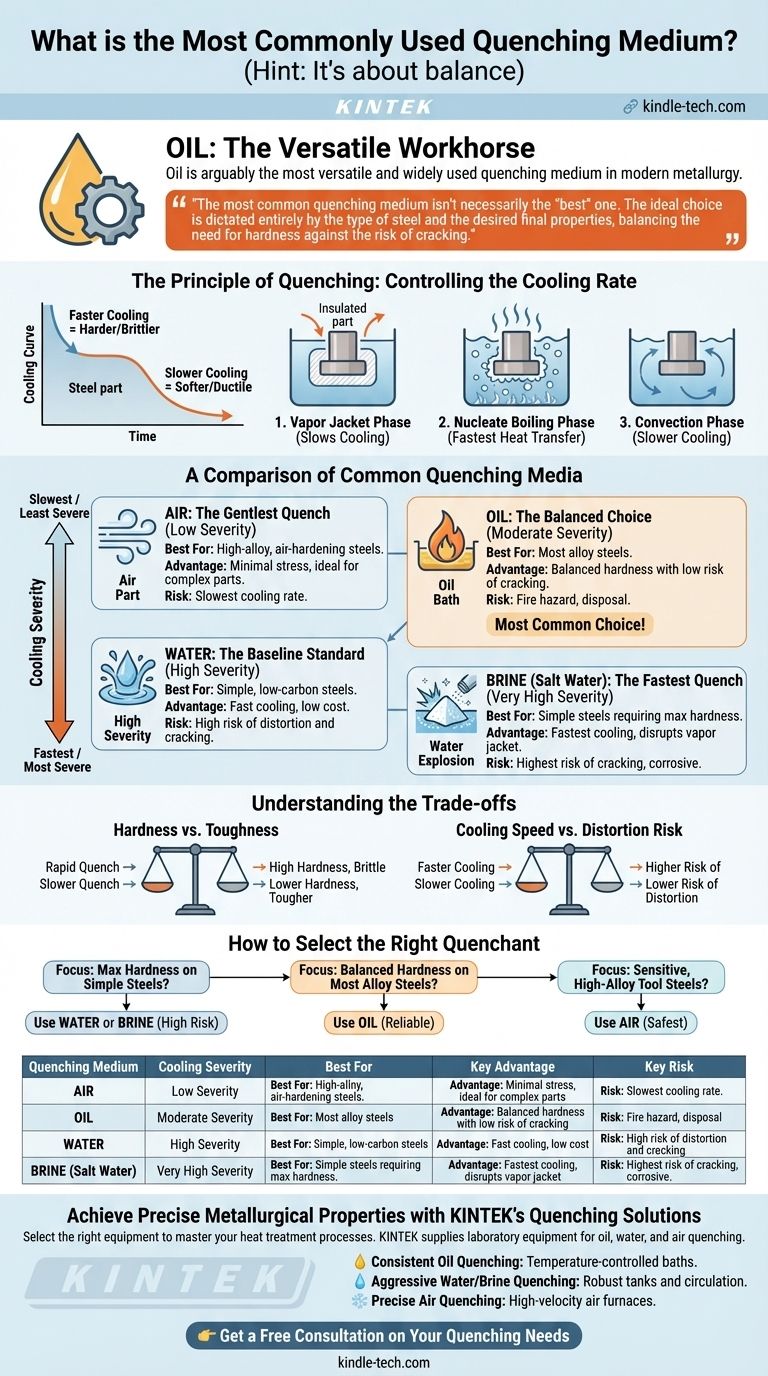
焼入れの原理:冷却速度の制御
焼入れの目的は、加熱された鋼片を特定の速度で冷却することです。この冷却速度により、望ましい微細構造が固定され、それが材料の最終的な機械的特性を決定します。
冷却速度が重要な理由
鋼が臨界温度まで加熱されると、その内部結晶構造が変化します。非常に急速に冷却されると、炭素原子がこの構造内に閉じ込められ、非常に硬くて脆い相であるマルテンサイトが形成されます。
よりゆっくりと冷却されると、原子は再配列する時間があり、パーライトやベイナイトのようなより柔らかく延性のある構造になります。焼入れ剤の役割は、この冷却速度を正確に管理することです。
液体焼入れの3段階
熱い金属が液体に入ると、一定の速度で冷却されるわけではありません。3つの異なる段階を経ます。
- 蒸気膜段階:熱い部品の周りに蒸気の層が瞬時に形成され、それを絶縁して冷却を遅らせます。これはライデンフロスト効果として知られています。
- 核沸騰段階:蒸気膜が崩壊し、金属表面で激しい沸騰が始まります。これは熱伝達の最も速い段階です。
- 対流段階:金属が液体の沸点以下に冷却されます。熱は単純な対流によってよりゆっくりと伝達されます。
焼入れ剤の有効性は、これら3つの段階でどのように振る舞うかによって決まります。

一般的な焼入れ媒体の比較
焼入れ媒体は、熱を抽出する能力、つまり冷却の厳しさによってランク付けされます。
塩水(食塩水):最速の焼入れ
塩水は水と塩(通常は塩化ナトリウム)の混合物です。塩の結晶が初期の蒸気膜を激しく破壊し、部品をほぼ瞬時に高速の核沸騰段階に移行させます。
これにより、可能な限り最も厳しい焼入れが得られますが、変形や亀裂のリスクが最も高くなります。通常、最大の硬度が必要な単純な低炭素鋼に限定して使用されます。
水:基準となる標準
水は非常に速い冷却速度を提供し、安価で容易に入手できます。しかし、安定した蒸気膜を形成する傾向があり、不均一な冷却や軟点につながる可能性があります。
塩水と同様に、その高い冷却厳しさはかなりの内部応力を生み出すため、単純な炭素鋼には適していますが、ほとんどの合金鋼には攻撃的すぎます。
油:汎用性の高い主力
油は水よりもはるかに遅い冷却速度を提供します。沸点が高いため、初期の低速冷却蒸気膜段階が長く続き、対流段階への移行はそれほど劇的ではありません。
この「遅い」焼入れは、幅広い合金鋼を完全に硬化させるのに十分な速さでありながら、熱衝撃や亀裂のリスクを大幅に低減します。この有効性と安全性のバランスが、油がこれほど一般的である理由です。
空気:最も穏やかな焼入れ
特定の高合金鋼(「空冷焼入れ鋼」と呼ばれることが多い)の場合、油でさえ厳しすぎます。これらの材料は、非常に遅い冷却速度でマルテンサイトに変態するように設計されています。
焼入れは静止空気または強制空気で行われます。これは最も穏やかな方法であり、内部応力を最小限に抑え、工具金型のような複雑で寸法に敏感な部品には不可欠です。
トレードオフの理解
焼入れ剤の選択はバランスの取れた行為です。鋼を速く冷却すればするほど硬くなりますが、その過程で部品を破壊するリスクも高まります。
硬度 vs. 靭性
急速な焼入れは硬いマルテンサイトの形成を最大化しますが、この構造は非常に脆いです。結果として得られる部品は、靭性を取り戻し脆性を低減するために、ほとんどの場合焼き戻し(より低い温度で再加熱)する必要があります。
変形と亀裂のリスク
焼入れにおける主な危険は熱衝撃です。部品のある部分が別の部分よりもはるかに速く冷却されると、結果として生じる内部応力により、反り、変形、または壊滅的な亀裂が発生する可能性があります。水や塩水のような攻撃的な焼入れ剤は、このリスクを大幅に高めます。
安全性と環境要因
油焼入れは、油の引火点を超えると明らかな火災のリスクを伴います。さらに、すべての液体焼入れ剤は廃棄の問題を抱える可能性があり、塩水は部品と焼入れ装置の両方に対して腐食性が高いです。
適切な焼入れ剤の選択方法
あなたの選択は、材料の焼入れ性、つまりマルテンサイトを形成する固有の能力によって導かれる必要があります。
- 単純な低合金鋼の最大硬度に焦点を当てる場合:水または塩水を使用しますが、亀裂や変形のリスクが高いことを覚悟してください。
- ほとんどの合金鋼で最小限のリスクで良好な硬度を達成することに焦点を当てる場合:油は幅広い用途で最もバランスが取れて信頼できる選択肢です。
- 敏感な高合金工具鋼の処理に焦点を当てる場合:熱衝撃を避けるためには、空冷焼入れが唯一の安全な方法であることがよくあります。
最終的に、熱処理を習得することは、材料の最終特性を正確に制御できる焼入れ剤を選択することにあります。
要約表:
| 焼入れ媒体 | 冷却の厳しさ | 最適用途 | 主な利点 | 主なリスク |
|---|---|---|---|---|
| 油 | 中程度 | ほとんどの合金鋼 | 亀裂のリスクが低いバランスの取れた硬度 | 火災の危険、廃棄 |
| 水 | 高い | 単純な低炭素鋼 | 高速冷却、低コスト | 変形や亀裂のリスクが高い |
| 塩水(食塩水) | 非常に高い | 最大硬度を必要とする単純鋼 | 最速冷却、蒸気膜を破壊 | 亀裂のリスクが最も高い、腐食性 |
| 空気 | 低い | 高合金、空冷焼入れ鋼 | 最小限の応力、複雑な部品に最適 | 最も遅い冷却速度 |
KINTEKの焼入れソリューションで精密な冶金特性を実現
適切な焼入れ媒体を選択することは、熱処理された部品で望ましい硬度、靭性、寸法安定性を達成するために不可欠です。誤った選択は、亀裂や変形による高価なスクラップにつながる可能性があります。
KINTEKは、熱処理プロセスを習得するために必要な実験装置と消耗品の供給を専門としています。油、水、または空気で焼入れを行う場合でも、信頼性が高く一貫した装置が最も重要です。
結果の最適化をお手伝いします:
- 一貫した油焼入れの場合:当社の温度制御バスは均一な冷却を保証します。
- 積極的な水または塩水焼入れの場合:堅牢なタンクと循環システムを提供します。
- 精密な空冷焼入れの場合:当社の高速空気炉は、工具鋼に必要な穏やかで制御された冷却を提供します。
特定の用途について今すぐお問い合わせください。当社の専門家が、部品の故障のリスクを最小限に抑えながら完璧な硬度を達成するための適切な装置の選択をお手伝いします。
ビジュアルガイド