ろう付けとして分類される溶加材の決定的な最低融点は450°C(840°F)です。この温度は、ろう付けとより低温のプロセスであるはんだ付けを区別する国際的に認められた境界線です。プロセスがろう付けと見なされるためには、溶加材はこの点より上で溶融し、流動する必要がありますが、常に接合される母材の融点より下でなければなりません。
核となる原則は、温度そのものだけでなく、それが表すものです。450°C(840°F)の閾値は、毛細管現象によって強力な冶金学的結合を形成するろう付けと、通常はより弱い表面レベルの結合をもたらすはんだ付けを区別します。
なぜ450°Cが重要な閾値なのか
この特定の温度を理解することで、接合プロセス全体を定義する基本的な物理学が明らかになります。それは、材料、設備、および最終的なアセンブリの強度を決定する境界条件です。
ろう付けとはんだ付けの定義
アメリカ溶接協会(AWS)は、ろう付けを、液相線(融点)温度が450°C(840°F)を超える溶加材を使用する接合プロセス群として正式に定義しています。
逆に、この温度未満で溶融する溶加材を使用する同様のプロセスは、はんだ付けと定義されます。この区別は、材料の選択とエンジニアリング仕様にとって非常に重要です。
母材の役割
ろう付けの重要な原則は、接合される母材が溶融しないことです。このプロセスは、溶加合金を溶融させるのに十分な高温まで接合部を加熱しますが、鋼、銅、真鍮などの親部品を固体状態に保つには十分な低温で行われます。
これは、母材が溶融して融合する溶接とろう付けの主な違いです。
冶金学的結合の形成方法
ろう付けで使用される熱(450°C以上)は、溶加材と母材の間に強力な冶金学的結合を形成するのに十分です。
これらの温度では、液体溶加材は毛細管現象によって密着した接合部に引き込まれます。その後、母材の薄い層と合金化し、冷却時に溶加材自体よりも強力な永続的な結合を形成します。

低温ろう付けのトレードオフ
450°Cが最低温度である一方で、ろう付け範囲内で可能な限り低い温度で機能する合金を開発しようとする絶え間ないエンジニアリングの努力があります。しかし、この追求には大きな妥協が伴います。
低温の追求
低温で作業することで、部品の熱変形のリスクが減り、エネルギーが節約され、生産サイクルを加速できます。これにより、効果的な低温ろう付け合金の開発は非常に望ましい目標となります。
性能の妥協
研究室の研究で指摘されているように、多くの実験的な低温ろう付け合金は、まだ産業要件を満たしていません。
これらの特殊合金は、低い融点を達成するために、耐食性や機械的強度といった重要な特性を犠牲にすることがよくあります。このため、多くの要求の厳しい用途には不向きです。
フラックスの重要性
フラックスは、加熱中に母材を酸化から洗浄および保護するために使用される化学化合物であり、溶加材の適切な流れに不可欠です。
フラックスは、溶加材と互換性のある溶融および活性化範囲を持つ必要があります。たとえば、一部の一般的なフラックスは565°C(1049°F)付近で活性化するため、その温度以上で溶融するろう付け合金にのみ適しています。
用途に適した選択をする
接合プロセスの選択は、最終的なアセンブリに必要な強度、動作条件、および材料特性に完全に依存します。
- 最大の接合強度と高温性能が主な焦点の場合: 450°Cの最低温度をはるかに超えて機能する合金を使用するろう付けが正しい選択です。
- 熱に敏感な部品の接合や熱変形の最小化が主な焦点の場合: 450°Cの閾値未満で機能するはんだ付けが適切なプロセスです。
- 特殊な低温用途を検討している場合: 実験的な低温ろう付け合金は、工業用途の前に機械的および化学的特性の慎重な検証が必要であることに注意してください。
この基本的な温度閾値を理解することは、プロジェクトの信頼性と効果的な接合戦略を選択するための第一歩です。
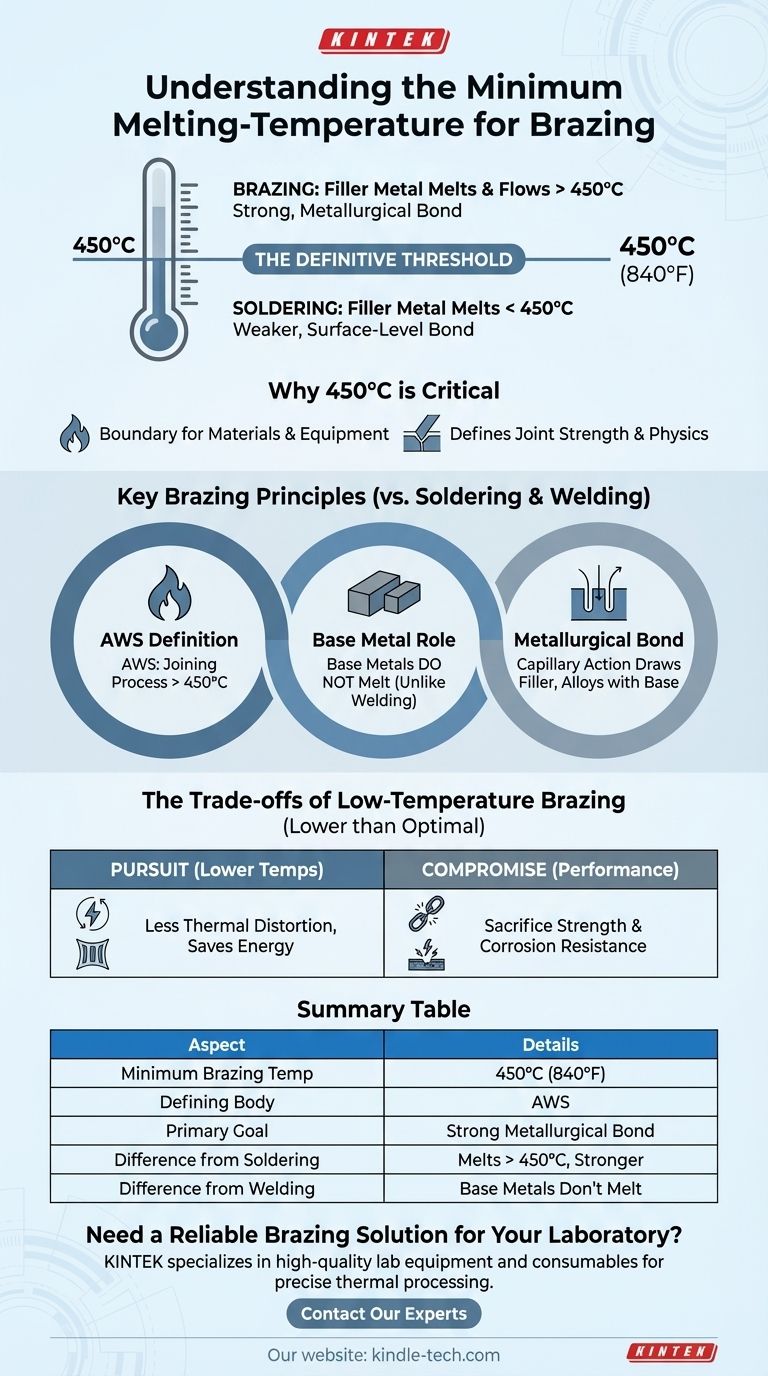
要約表:
| 主要な側面 | 詳細 |
|---|---|
| 最低ろう付け温度 | 450°C(840°F) |
| 定義機関 | アメリカ溶接協会(AWS) |
| 主な目的 | 毛細管現象による冶金学的結合の形成 |
| はんだ付けとの主な違い | 溶加材が450°Cを超えて溶融し、より強力な接合部を形成する |
| 溶接との主な違い | 母材は溶融せず、溶加材のみが溶融する |
研究室に信頼性の高いろう付けソリューションが必要ですか?
適切なろう付け材料と装置の選択は、研究や生産において強力で耐久性のある接合部を達成するために不可欠です。KINTEKは、お客様の正確な熱処理ニーズに合わせた高品質の実験装置と消耗品を提供することに特化しています。
今すぐ専門家にお問い合わせください。当社のソリューションが、ろう付けプロセスを最適化し、一貫した結果を保証し、アセンブリの完全性を高めるのにどのように役立つかについてご相談ください。
ビジュアルガイド