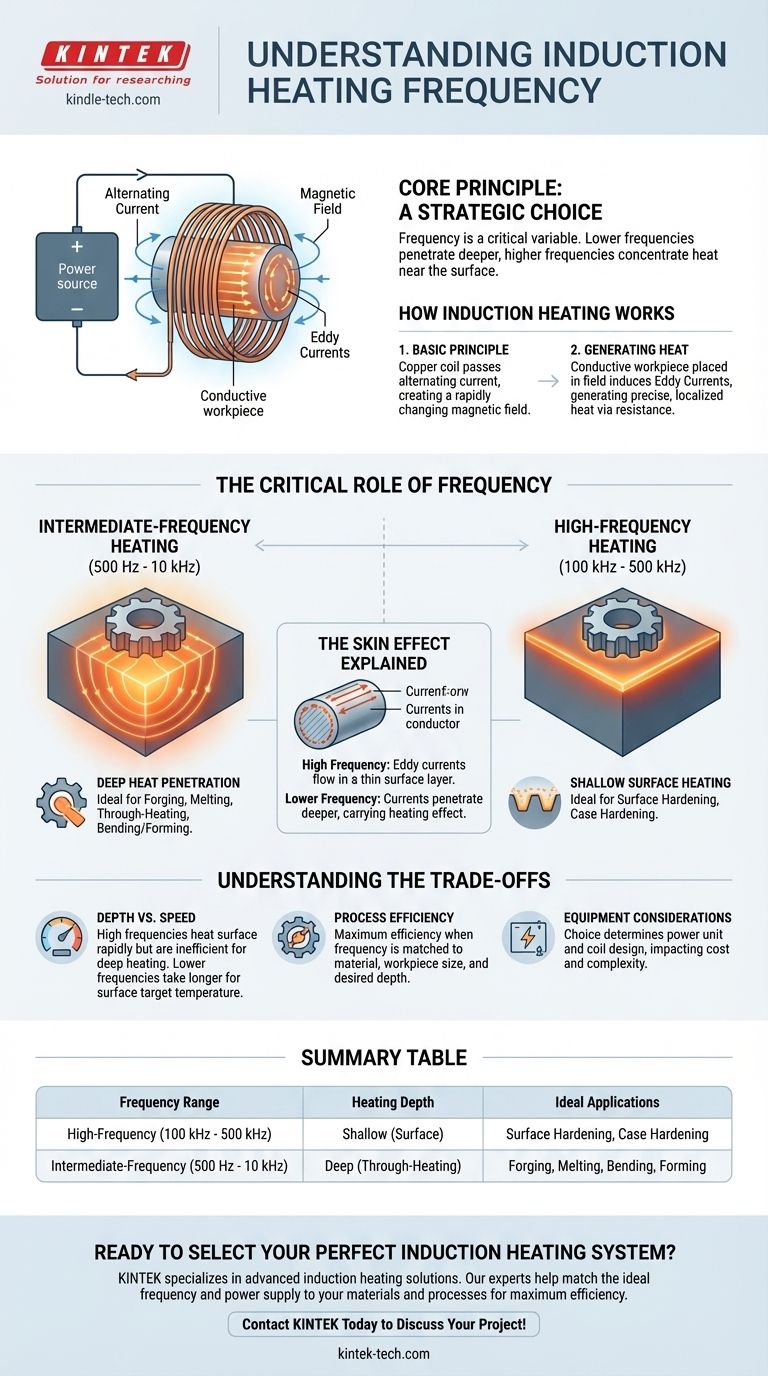
誘導加熱では、単一の周波数というものはなく、代わりに周波数は用途に基づいて選択される重要な変数です。システムは通常、中間周波数(500 Hz~10 kHz)と高周波数(100 kHz~500 kHz)に分類されます。特定の周波数の選択は、ワークピースへの熱浸透の深さを直接制御します。
理解すべき核心的な原則は、周波数選択が戦略的な選択であるということです。低周波数は材料のより深く浸透し、高周波数は熱を表面近くに集中させます。この関係が、加熱プロセスの結果を制御する鍵となります。
誘導加熱の仕組み
基本原理
誘導加熱システムは、交流電流が流れる銅コイルを使用します。この電流は、コイルの周囲に急速に変化する磁場を生成します。
熱の発生
導電性のワークピースがこの磁場内に置かれると、磁場は部品内に渦電流として知られる電流を誘導します。これらの渦電流の流れに対する材料の抵抗により、物理的な接触なしに、正確で局所的な熱が発生します。

周波数の重要な役割
高周波加熱(100 kHz - 500 kHz)
高周波電流は、部品の表面に非常に近い場所で熱を発生させる必要がある用途に使用されます。これは、材料のコアを延性のある状態に保ちながら、硬い外層が必要な表面硬化などのプロセスに最適です。
中間周波加熱(500 Hz - 10 kHz)
中間周波数または中周波数は、より深い熱浸透が必要な場合に使用されます。これらの用途には、鍛造、溶解、または曲げたり成形したりする前の部品の全体加熱が含まれます。低周波数は、磁場が材料のより深く浸透することを可能にし、その断面積全体にわたってより均一に熱を発生させます。
「表皮効果」の説明
周波数が加熱深度を制御する理由は、表皮効果と呼ばれる現象です。高周波数では、誘導された渦電流は導体の表面の薄い層を流れるように強制されます。周波数が低くなると、これらの電流は部品のより深く浸透し、加熱効果を伴います。
トレードオフの理解
深さ vs 速度
高周波は表面を非常に迅速に加熱しますが、コンポーネント全体をコアまで加熱するには非効率です。逆に、深く加熱する低周波は、高周波システムと比較して、表面を目標温度にするのに時間がかかる場合があります。
プロセス効率
最大効率は、周波数が材料、ワークピースのサイズ、および目的の加熱深度に適切に一致している場合に達成されます。間違った周波数を使用すると、エネルギーの無駄や一貫性のない結果につながる可能性があり、十分に深く加熱されなかったり、表面が過熱されたりします。
機器の考慮事項
高周波電源と中間周波電源は異なる技術です。周波数の選択は、システムの電源ユニットとコイル設計の種類を根本的に決定し、これは機器のコストと複雑さに直接影響します。
アプリケーションに適した周波数の選択
正しい周波数を選択することは、ワークピースで目的の冶金特性を達成するために不可欠です。
- 表面硬化または浸炭硬化が主な焦点の場合:エネルギーを表面に集中させるには、高周波(100 kHz以上)システムが正しい選択です。
- 鍛造、成形、溶解のための全体加熱が主な焦点の場合:深く均一な熱浸透には、中間周波数(10 kHz未満)システムが必要です。
- 小さな部品を扱っている場合、または非常に浅い加熱が必要な場合:周波数スペクトルの高周波数側で操作する必要があるでしょう。
最終的に、周波数を理解することは、誘導加熱を単純なプロセスから精密に制御された製造ツールへと変革します。
要約表:
| 周波数範囲 | 加熱深度 | 理想的な用途 |
|---|---|---|
| 高周波(100 kHz - 500 kHz) | 浅い(表面) | 表面硬化、浸炭硬化 |
| 中間周波数(500 Hz - 10 kHz) | 深い(全体加熱) | 鍛造、溶解、曲げ、成形 |
あなたのアプリケーションに最適な誘導加熱システムを選択する準備はできましたか?
硬化された表面が必要な場合でも、均一に加熱されたコンポーネントが必要な場合でも、正しい周波数を選択することは、正確な結果を達成するために不可欠です。KINTEKは、お客様の特定のニーズに合わせた高度な誘導加熱ソリューションを含む、実験装置と消耗品の提供を専門としています。
当社の専門家が、お客様の材料とプロセスに最適な周波数と電源をマッチングさせ、最大の効率と一貫した性能を保証します。
今すぐKINTEKにお問い合わせください。お客様のプロジェクトについて話し合い、当社の誘導加熱システムがお客様のラボの能力をどのように向上させることができるかを発見してください!
ビジュアルガイド
関連製品
- 熱処理・焼結用600T真空誘導熱プレス炉
- ラボスケール真空誘導溶解炉
- 赤外線加熱定量平板プレス金型
- 多ゾーン加熱CVDチューブ炉 マシン 化学気相成長チャンバー システム装置
- 10L 加熱冷却循環器 高低温恒温反応用冷却水浴循環器













