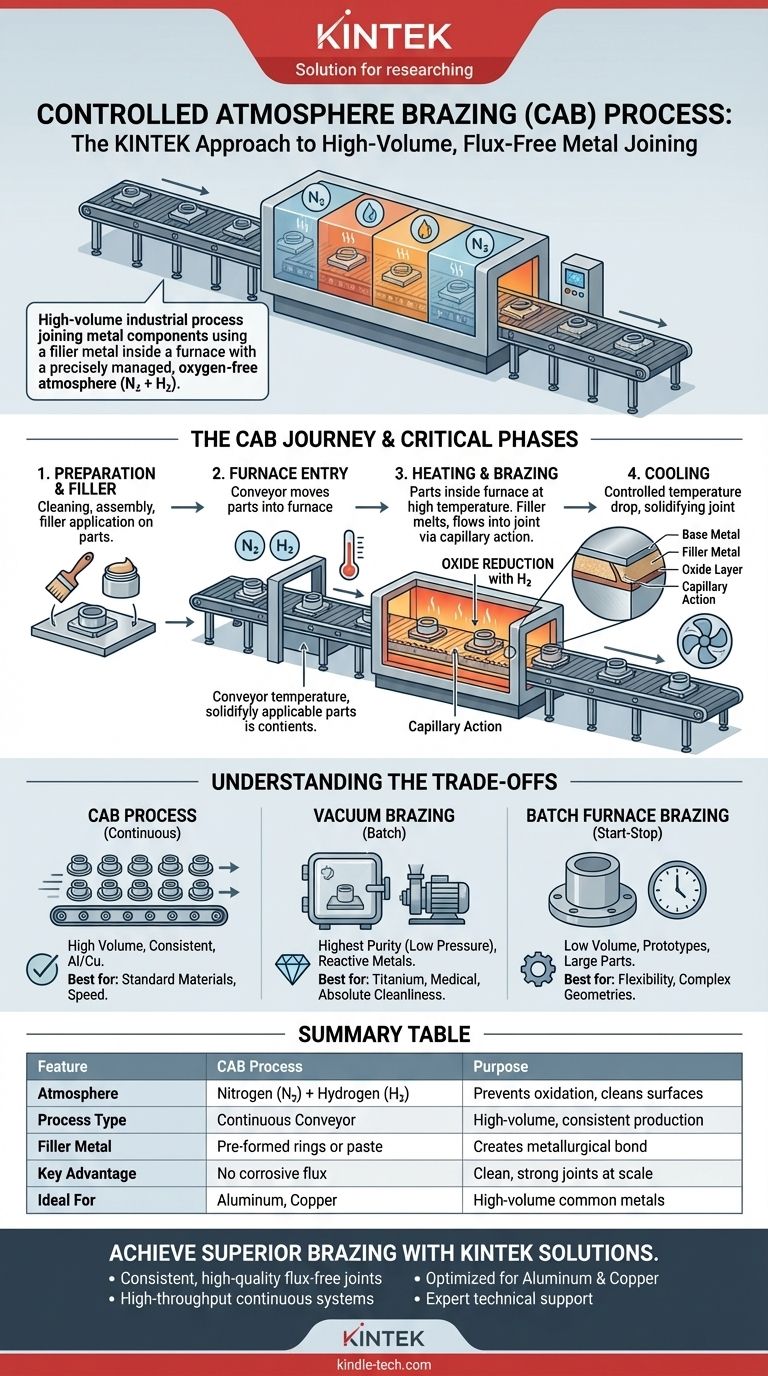
簡単に言うと、制御雰囲気ろう付け(CAB)は、精密に管理された無酸素雰囲気の炉内で、ろう材を使用して金属部品を接合する大量生産向けの工業プロセスです。部品はコンベアベルトで異なる加熱ゾーンと冷却ゾーンを連続的に移動し、多くの場合、腐食性のフラックスを使用せずに、一貫性のあるクリーンで強力な接合を可能にします。この制御された環境は酸化を防ぎ、これが弱いろ付け接合や失敗した接合の主な原因となります。
制御雰囲気ろう付けの核心は、単に部品を加熱することではなく、化学的に理想的な環境を作り出すことです。酸素を窒素や水素などの特定のガスに置き換えることで、ろう材がクリーンに流れ、母材金属と完全に結合することを確実にし、工業規模で優れた接合完全性を実現します。

CABプロセスの仕組み
CABを真に理解するには、各部品がたどる綿密に計画された旅として捉えるのが最善です。炉の雰囲気は最も重要な要素であり、最終的な接合の品質を決定します。
制御雰囲気の目的
主な目的は、金属部品が加熱される際にその表面に酸化物が形成されるのを防ぐことです。酸化物は障壁となり、溶融したろう材が母材に適切に濡れて結合するのを妨げます。
雰囲気は通常、無酸素窒素(N2)で構成されており、これは炉内のすべての空気と酸素を置換するために使用される不活性ガスです。
場合によっては、少量の水素(H2)が添加されます。水素は活性剤として機能し、部品にすでに存在する可能性のある軽い表面酸化物を化学的に還元し、完璧なろう付けのためにさらに部品をクリーニングします。
炉を通る段階的な旅
CABプロセスは連続的な流れであり、高いスループットと一貫性を保証します。
- 準備:部品は洗浄され、脱脂されます。その後、組み立てられ、多くの場合、プレスフィットまたは小さな仮付け溶接で固定されます。
- ろう材の塗布:あらかじめ成形されたリングまたはペースト状のろう材が接合部に塗布されます。
- 炉への投入:組み立てられた部品はコンベアベルトで炉に入ります。炉はいくつかの異なるゾーンに分かれています。
- 加熱とろう付け:部品は特定のろう付け温度まで加熱されます。この時点で、ろう材が溶融し、毛細管現象によって接合部に引き込まれます。
- 冷却:新しくろう付けされた部品は冷却ゾーンに移動し、保護雰囲気内で温度が制御された方法で下げられ、熱応力や酸化を導入することなく接合部を固化させます。
接合形成の重要な段階
炉内では、微視的なレベルで一連の正確な事象が発生します。アルミニウムを例にとると:
- 初期加熱(565°C未満):母材金属、ろう材、および(使用されている場合)フラックスはすべて固体状態です。熱膨張差により、強固な天然アルミニウム酸化物層に微細な亀裂が生じ始めます。
- フラックス活性化/酸化物還元(約570°C):フラックスが使用されている場合、それが溶融し、残りの酸化物層を化学的に分解します。フラックスが使用されていない場合、雰囲気中の水素がこのクリーニング機能を果たします。
- ろう材の流動(約580-600°C):ろう材が溶融します。母材金属がきれいになったので、溶融したろう材は自由に流れ、隙間に引き込まれて冶金結合を形成します。
トレードオフの理解:CABと他の方法
制御雰囲気ろう付けは、炉ろう付けの唯一の方法ではありません。他のプロセスと比較したその利点と欠点を理解することは、情報に基づいた決定を下す上で重要です。
CABとバッチ式炉ろう付け
主な違いはスループットです。CABは連続コンベアベルトを使用するため、何千もの同一部品を大量生産するのに理想的です。
対照的に、バッチ式ろう付けは、一連の部品を炉に装填し、密閉し、加熱サイクルを実行し、冷却し、その後取り出すというものです。この開始と停止のプロセスは本質的に遅く、小規模な生産、試作品、または非常に大きくて複雑な形状の部品に適しています。
CABと真空ろう付け
この比較は雰囲気の純度に関するものです。CABは制御されたガス環境を使用しますが、真空ろう付けは低圧真空(約10⁻⁵ Torr)を作り出して、実質的にすべてのガスを除去します。
真空ろう付けはフラックス不要のプロセスであり、最もクリーンな環境を提供するため、チタンや医療グレードのステンレス鋼などの高反応性金属の接合に不可欠です。ただし、通常はバッチプロセスであり、CABよりもはるかに高価で時間がかかります。
目標に合った適切な選択をする
適切なろう付けプロセスを選択することは、コスト、品質、生産速度に直接影響する重要なエンジニアリング上の決定です。選択は、特定のアプリケーション要件によって決定されるべきです。
- アルミニウムや銅のような一般的な材料の大量生産が主な焦点である場合:CABは、品質、速度、費用対効果の優れたバランスにより、業界標準となっています。
- 高反応性金属の接合や絶対的に最高の純度の接合が主な焦点である場合:真空ろう付けは、優れていますが、より遅く、より高価な選択肢です。
- 少量生産、試作品、または非常に大きな部品の取り扱いが主な焦点である場合:より遅く、より柔軟なバッチ式炉プロセスが、より実用的で経済的な選択肢となる場合があります。
最終的に、適切なプロセスを選択するかどうかは、材料、生産量、および品質要件を明確に理解しているかどうかにかかっています。
要約表:
| 特徴 | CABプロセス | 目的 |
|---|---|---|
| 雰囲気 | 窒素(N₂)+水素(H₂) | 酸化防止、金属表面の洗浄 |
| プロセスタイプ | 連続コンベアベルト | 大量生産、一貫した生産 |
| ろう材 | あらかじめ成形されたリングまたはペースト | 毛細管現象による冶金結合の形成 |
| 主な利点 | 腐食性フラックス不要 | 工業規模でのクリーンで強力な接合 |
| 理想的な用途 | アルミニウム、銅部品 | 一般的な金属の大量生産 |
研究室や生産ライン向けに信頼性の高いろう付けソリューションが必要ですか?
KINTEKでは、精密さと効率性を追求した制御雰囲気ろう付けシステムを含む、高度な熱処理装置を専門としています。当社の実験装置と消耗品に関する専門知識は、お客様の特定の金属接合の課題に最適なソリューションを提供します。
私たちは以下の実現を支援します:
- フラックス腐食のない一貫した高品質のろう付け接合
- 連続コンベアシステムによる高スループット生産
- アルミニウムや銅などの材料に合わせた最適化されたプロセス
- 業界の専門家による技術サポート
ろう付け能力を向上させる準備はできていますか? 今すぐ当社のチームにお問い合わせください。KINTEKのろう付けソリューションがお客様の製造成果をどのように改善できるかについてご相談ください。
ビジュアルガイド