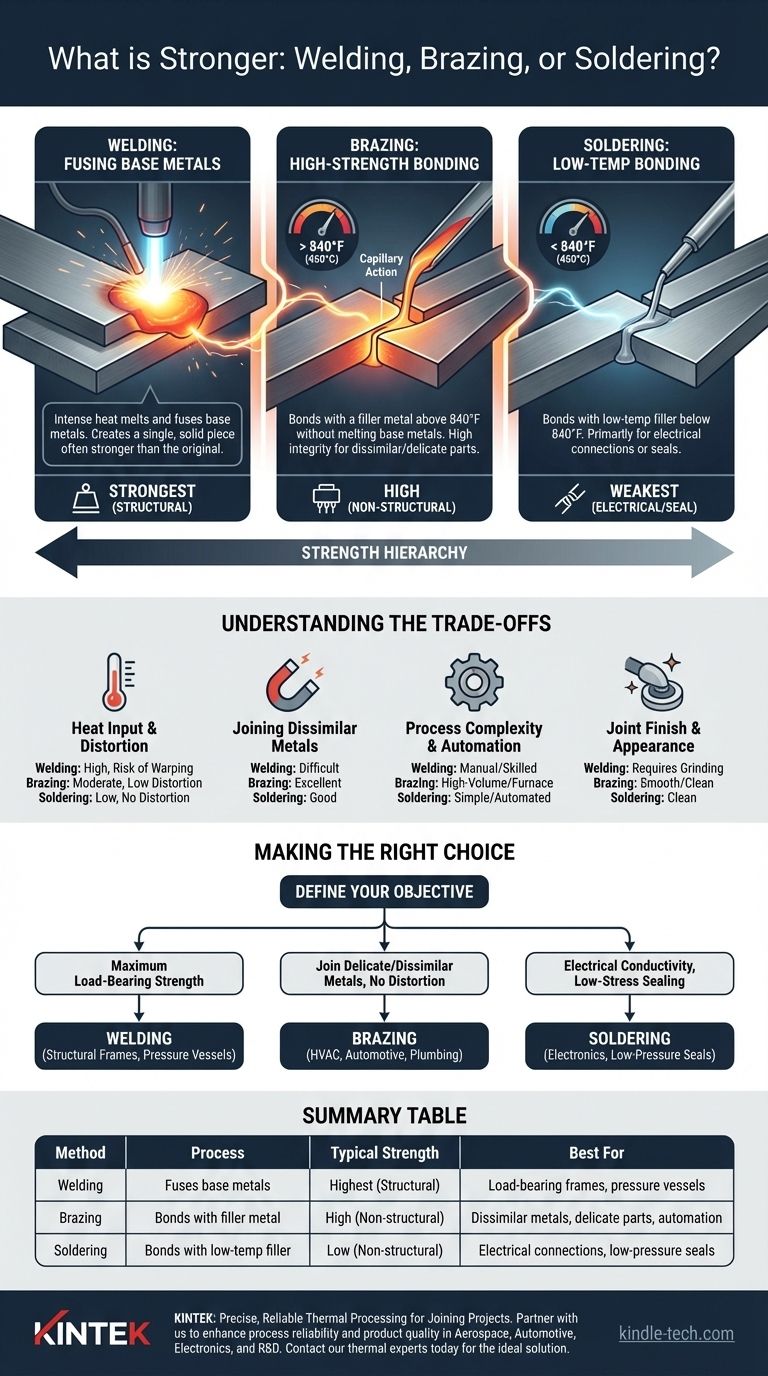
一般的な原則として、 3つの方法の中で溶接が最も強力な接合部を形成します。これは、溶接が母材を溶解・融合させ、しばしばフィラー材を加えて、単一の強固な部品を形成する製造プロセスであるためです。対照的に、ろう付けとはんだ付けは、母材自体を溶かすことなく、その間にフィラーメタルを溶かすことによって材料を接合します。
重要な洞察は、「強度」は単一の特性ではないということです。溶接は最高の絶対引張強度とせん断強度を提供しますが、異種金属を扱う場合や、溶接による高温や潜在的な変形を避けたい場合には、ろう付けが優れた接合部の完全性を提供します。
根本的な違いの理解:融合 対 接着
各方法の強度の源は、その核となるメカニズムにあります。この違いを理解することが、アプリケーションに最適なプロセスを選択するための鍵となります。
溶接:母材の融合
溶接は、非常に高い熱を母材に直接適用し、それらを溶かして溶融プールを形成させることで機能します。このプールにフィラー材が追加され、強固な接続が作成されることがよくあります。
プールが冷えて固化すると、母材とフィラーは冶金学的に融合し、単一の連続した部品になります。これにより、元の母材と同等か、それ以上の強度の均質な接合部が形成されます。
ろう付けとはんだ付け:フィラーによる接着
ろう付けとはんだ付けは、本質的に接着プロセスです。これらは、接合される母材よりも融点の低いフィラーメタルを使用します。
このフィラーは、液体になるまで加熱され、毛細管現象によって部品間の密着した隙間に引き込まれます。その後固化し、母材を溶かすことなく部品同士を保持する強力な接着を形成します。唯一の違いは温度です。ろう付けは840°F(450°C)以上で発生し、はんだ付けはこの温度未満で行われます。

接合強度の直接比較
文脈がすべてですが、これら3つの方法の間には直接的な強度の階層が存在します。
1. 溶接:最も強力な接続
母材の融合により、適切に実行された溶接は議論の余地のない最も強力な選択肢です。これは、構造フレーム、圧力容器、および接合部が大きな負荷に耐える必要があるあらゆるアプリケーションの標準です。
溶接されたアセンブリの弱点は、溶接自体ではなく、溶接の周りの母材の領域で、熱によって変化したが溶けていない領域である熱影響部(HAZ)であることがよくあります。
2. ろう付け:高強度の接着
ろう付けは、はんだ付けよりも大幅に強力な接合部を生成し、広範囲のエンジニアリングアプリケーションで十分です。ろう付けされた接合部は通常、母材ほど強くはありませんが、その強度はかなりのものです。
強度は、フィラー合金の接着特性と、毛細管現象によって作成される大きな表面積の両方に由来します。ろう付けは、高い接合部の完全性が要求されるHVAC、自動車、配管システムで一般的です。
3. はんだ付け:3つの中で最も弱い
はんだ付けは最も弱い接合部を形成し、耐荷重性または構造的なアプリケーションを意図していません。その主な目的は、電気接続または低圧シールを形成することです。
はんだ付けで使用される柔らかい低温のフィラーメタルは、機械的強度ではなく、導電性と使いやすさのために設計されています。
トレードオフの理解:「最も強い」が常に「最良」ではない理由
絶対的な強度だけで接合方法を選択するのはよくある間違いです。「最良」の方法とは、特定の目標のためにトレードオフを最もよく管理する方法です。
熱入力と変形
溶接は莫大な局所熱を導入し、薄い部品や繊細な部品を容易に反り、変形、または亀裂させることがあります。ろう付けとはんだ付けのより低い温度は、寸法安定性が重要となる部品の接合に最適です。
異種金属の接合
ろう付けは、銅と鋼、またはアルミニウムと真鍮などの異種金属の接合に優れています。母材が溶融しないため、脆い不適合な合金が生成されるリスクがありません。異種金属の溶接は非常に複雑なプロセスであり、多くの場合不可能です。
プロセスの複雑さと自動化
ろう付けは炉内で行うことができ、大量生産と自動化に非常に適しています。溶接は、各接合部により直接的で熟練した手作業を必要とすることが多く、スケールアップすると遅くなり、コストが高くなる可能性があります。
接合部の仕上げと外観
ろう付けされた接合部は自然に滑らかで清潔であり、二次的な仕上げを必要としないことがよくあります。対照的に、溶接された接合部はしばしばスパッタや不均一なビードがあり、研削する必要があり、製造プロセスに余分なステップが追加されます。
目標に合わせた正しい選択をする
正しいプロセスを選択するには、まず主な目的を定義する必要があります。
- 最大の耐荷重強度に焦点を当てる場合: 溶接は、母材と同じくらい強い構造接合部を作成するための比類のない選択肢です。
- 繊細な金属、薄い金属、または異種金属を歪みなく接合することに焦点を当てる場合: ろう付けは、高い強度と低い熱入力の優れたバランスを提供し、クリーンで信頼性の高い接合部を作成します。
- 電気伝導性または低応力シールに焦点を当てる場合: はんだ付けは、これらの非構造的アプリケーション専用に設計された、正しく費用対効果の高い方法です。
正しい方法を選択するには、接合部の特性(絶対的な強度だけでなく)をプロジェクトの独自の要求に合わせる必要があります。
要約表:
| 方法 | プロセス | 一般的な強度 | 最適用途 |
|---|---|---|---|
| 溶接 | 母材を融合させる | 最高(構造的) | 耐荷重フレーム、圧力容器 |
| ろう付け | フィラーメタルで接着 | 高い(非構造的) | 異種金属、デリケートな部品、自動化 |
| はんだ付け | 低温フィラーで接着 | 低い(非構造的) | 電気接続、低圧シール |
材料接合プロジェクトで正確で信頼性の高い熱処理が必要ですか?
複雑なアセンブリのろう付けサイクルを開発する場合でも、溶接部品の一貫した熱処理が必要な場合でも、KINTEKの高度なラボ炉とオーブンは、成功に不可欠な均一な温度制御を提供します。
当社は、接合部の完全性が重要な以下の産業にサービスを提供しています。
- 航空宇宙・自動車: 高性能コンポーネントのろう付けおよび熱処理用。
- 電子機器製造: 正確なはんだ付けおよび焼鈍プロセス用。
- 研究開発: 新しい接合技術や材料のプロトタイピングとテスト用。
KINTEKと提携して、プロセスの信頼性と製品品質を向上させましょう。 当社の装置は精度と耐久性のために設計されており、より強力で一貫性のある結果の達成を支援します。
当社の熱専門家に今すぐお問い合わせ、お客様固有のアプリケーションについてご相談いただき、ラボに最適なソリューションを見つけてください。
ビジュアルガイド
関連製品
- 固体電池研究用温間等方圧プレス
- 精密用途向けCVDダイヤモンドドレッシングツール
- 効率的なサンプル混合と均質化のための実験用ディスク回転ミキサー
- 実験室用振動ふるい機 スラップ振動ふるい
- 高温高圧用途向け温間静水圧プレス WIP ワークステーション 300MPa



















