熱間等方圧加圧(HIP)は、その核となる部分で、高温、高圧、およびプロセスサイクルの持続時間という3つの主要なパラメーターによって定義されます。この高度な製造技術は、通常100〜200 MPaの範囲で、コンポーネントにあらゆる方向から均一な圧力を加え、同時に炉内で1000°Cから2200°Cの温度に加熱します。アルゴンなどの不活性ガスが、この圧力を均等に伝達する媒体として使用され、部品の全体的な形状を変えることなく緻密化または接合を確実にします。
重要な洞察は、熱間等方圧加圧が単に熱と圧力を加えることだけでなく、制御された雰囲気内でこれらのパラメーターを正確かつ同時に制御することで、完全な材料緻密化を達成し、内部欠陥を除去し、または材料間に冶金学的結合を形成することであるということです。

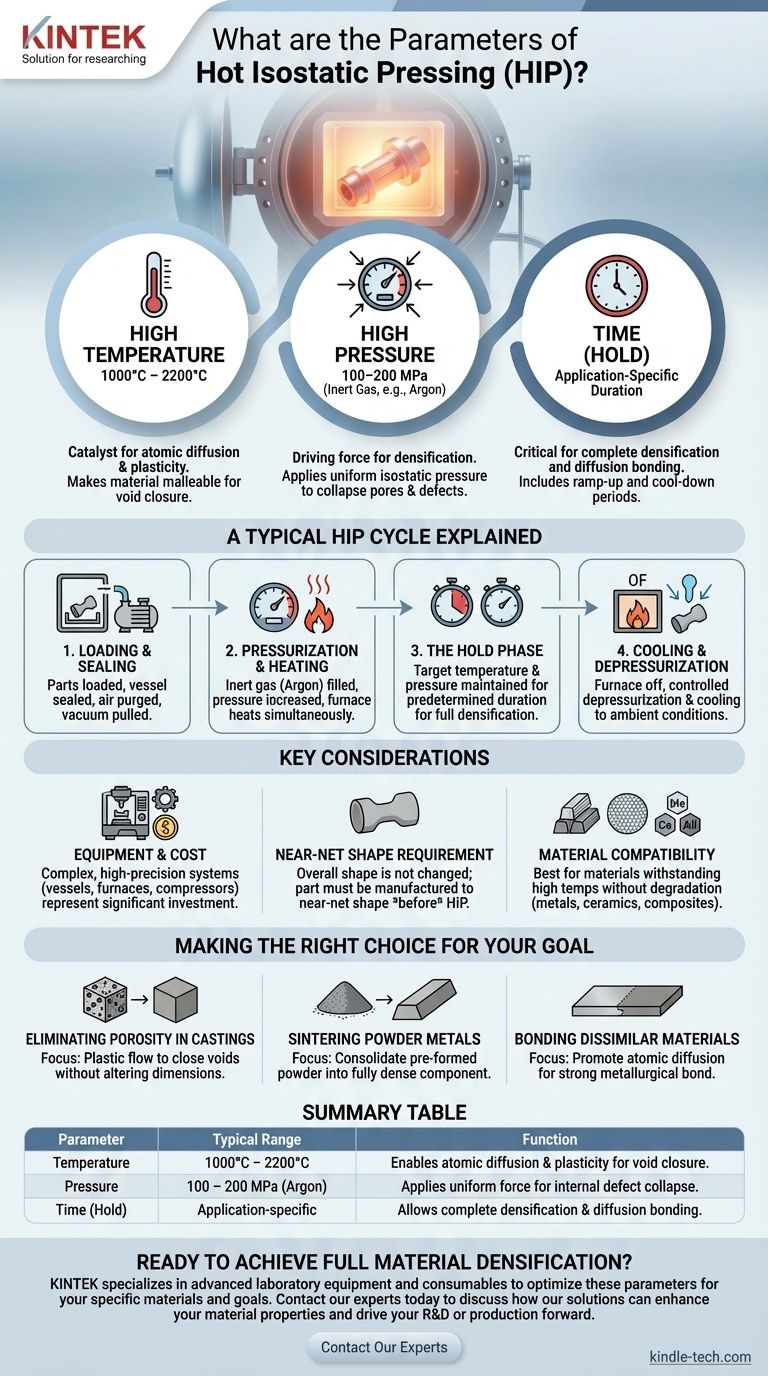
HIPプロセスのコアパラメーター
熱間等方圧加圧を理解するためには、各制御変数の機能を理解する必要があります。このプロセスは、高圧容器、内部加熱炉、および洗練された制御システムからなる特殊なシステム内で実行されます。
高温
温度は、微視的レベルでの変化の触媒です。材料を融点より低い高温に加熱することで、原子拡散と塑性変形が可能になります。これにより、材料は内部の空隙が崩壊するのに十分なほど可塑性になります。
等方圧
圧力は緻密化の駆動力です。不活性ガス(ほとんどの場合アルゴン)が容器内で非常に高いレベル(100〜200 MPa)に圧縮されます。このガスは、コンポーネントにあらゆる方向から均一な、または等方的な圧力を加え、内部の気孔、空隙、欠陥を物理的に閉鎖し、溶接します。
処理時間
3番目の重要なパラメーターは時間です。コンポーネントは、特定の期間(保持時間として知られる)目標の温度と圧力に保たれます。この期間は、材料が完全に緻密化し、必要に応じて拡散接合が起こるのに十分な時間を確保するために不可欠です。全サイクルには、制御された昇温および冷却期間も含まれます。
典型的なHIPサイクルの説明
温度、圧力、時間のパラメーターはランダムに適用されるわけではありません。それらは、一貫した結果を保証するために、高度に制御された再現性のあるプロセスサイクル内で管理されます。
1. 投入と密閉
まず、部品またはコンポーネントを加熱室に投入し、その後、主高圧容器内に密閉します。容器内の空気はパージされ、酸素などの反応性ガスを除去するために真空が引かれます。
2. 加圧と加熱
容器に不活性アルゴンガスが充填され、コンプレッサーを使用して圧力が上昇します。同時に、内部炉がチャンバーとコンポーネントの加熱を開始します。これら2つのパラメーターは、制御された同期的な方法で上昇します。
3. 保持フェーズ
目標の温度と圧力に達すると、システムは保持フェーズに入ります。制御システムは、材料が最終的な完全に緻密な状態を達成するまで、所定の時間、これらのパラメーターを高精度で維持します。
4. 冷却と減圧
保持フェーズが完了すると、炉は停止され、容器は冷却を開始します。ガス圧は、制御された減圧フェーズでゆっくりと安全に解放されます。周囲条件に戻ると、コンポーネントは安全に取り出すことができます。
主要な考慮事項の理解
強力である一方で、HIPプロセスには、理解しておくべき特定の制約とトレードオフが伴います。
設備とコスト
HIPシステムは、非常に複雑で精密な装置です。これらは、厚肉の圧力容器、高温炉、ガス圧縮機、真空ポンプ、および高度な制御システムで構成されています。この複雑さにより、プロセスはかなりの投資となります。
ニアネットシェイプ要件
圧力の等方性により、コンポーネントの全体的な形状は変化しません。これは、HIPサイクル前に部品をニアネットシェイプに製造する必要があることを意味します。HIPは緻密化または接合プロセスであり、成形プロセスではありません。
材料の適合性
このプロセスは、劣化することなく高温に耐えられる材料に最適です。これには、ほとんどの金属、合金、セラミックス、および特定の複合材料が含まれます。処理される材料に基づいて、特定の温度および圧力パラメーターを慎重に選択する必要があります。
目標に合った適切な選択をする
HIPサイクルの正確なパラメーターは、材料と望ましい結果に基づいて選択されます。
- 鋳造品の気孔率除去が主な焦点の場合: 部品の重要な寸法を変更することなく、塑性流動を引き起こし、内部の空隙を閉じるのに十分な温度と圧力を選択することが重要です。
- 粉末金属の焼結が主な焦点の場合: 最適な機械的特性を持つ完全に緻密な固体部品に予成形された粉末形状を固化するために、パラメーターを正確に制御する必要があります。
- 異種材料の接合が主な焦点の場合: 2つの材料の界面での原子拡散を促進し、親材料よりも強い真の冶金学的結合を作成するために、サイクルを慎重に設計する必要があります。
最終的に、温度、圧力、時間の相互作用を習得することが、お客様のアプリケーションにおける熱間等方圧加圧の可能性を最大限に引き出す鍵となります。
要約表:
| パラメーター | 代表的な範囲 | 機能 |
|---|---|---|
| 温度 | 1000°C – 2200°C | 空隙閉鎖のための原子拡散と材料の塑性を可能にします。 |
| 圧力 | 100 – 200 MPa (アルゴン) | 内部欠陥を崩壊させるために、あらゆる方向から均一な力を加えます。 |
| 時間(保持) | アプリケーション固有 | 完全な緻密化と拡散接合を可能にします。 |
完全な材料緻密化を達成し、内部欠陥を除去する準備はできていますか?
温度、圧力、時間の正確な制御は、熱間等方圧加圧(HIP)サイクルを成功させるために不可欠です。KINTEKは、高度な実験装置と消耗品を専門とし、お客様の特定の材料と目標(鋳造品、粉末金属、高度な複合材料のいずれを扱っている場合でも)に合わせてこれらのパラメーターを最適化するための技術と専門知識を提供します。
今すぐ当社の専門家にお問い合わせください。当社のソリューションがお客様の材料特性をどのように向上させ、研究開発や生産を前進させるかについてご相談ください。
ビジュアルガイド
関連製品
- 全固体電池研究用温間等方圧加圧装置(WIP)
- コールドアイソスタティックプレス用電気分割ラボコールドアイソスタティックプレスCIP装置
- 自動ラボ用コールドアイソスタティックプレス CIP装置 コールドアイソスタティックプレス
- 手動等方圧プレス機 CIPペレットプレス
- 24T 30T 60T 加熱プレート付き加熱式油圧プレス機 ラボ用ホットプレス

















