ろう付けを成功させるには、接合アセンブリ全体を、選択したフィラーメタルの融点(液相線温度)以上に上げるのに十分な熱を加える必要がありますが、接合する母材の融点よりは低く保たなければなりません。この「ろう付け温度」は普遍的な値ではありません。それは、アプリケーションに関わる特定の材料によって完全に決定されます。
ろう付けの核心的な課題は、単に目標温度に到達することではなく、熱サイクル全体を管理することです。真の成功は、フィラーメタルが完全に流れ、母材を損傷しないように、加熱速度、温度での持続時間(浸漬時間)、および冷却速度を制御することにあります。
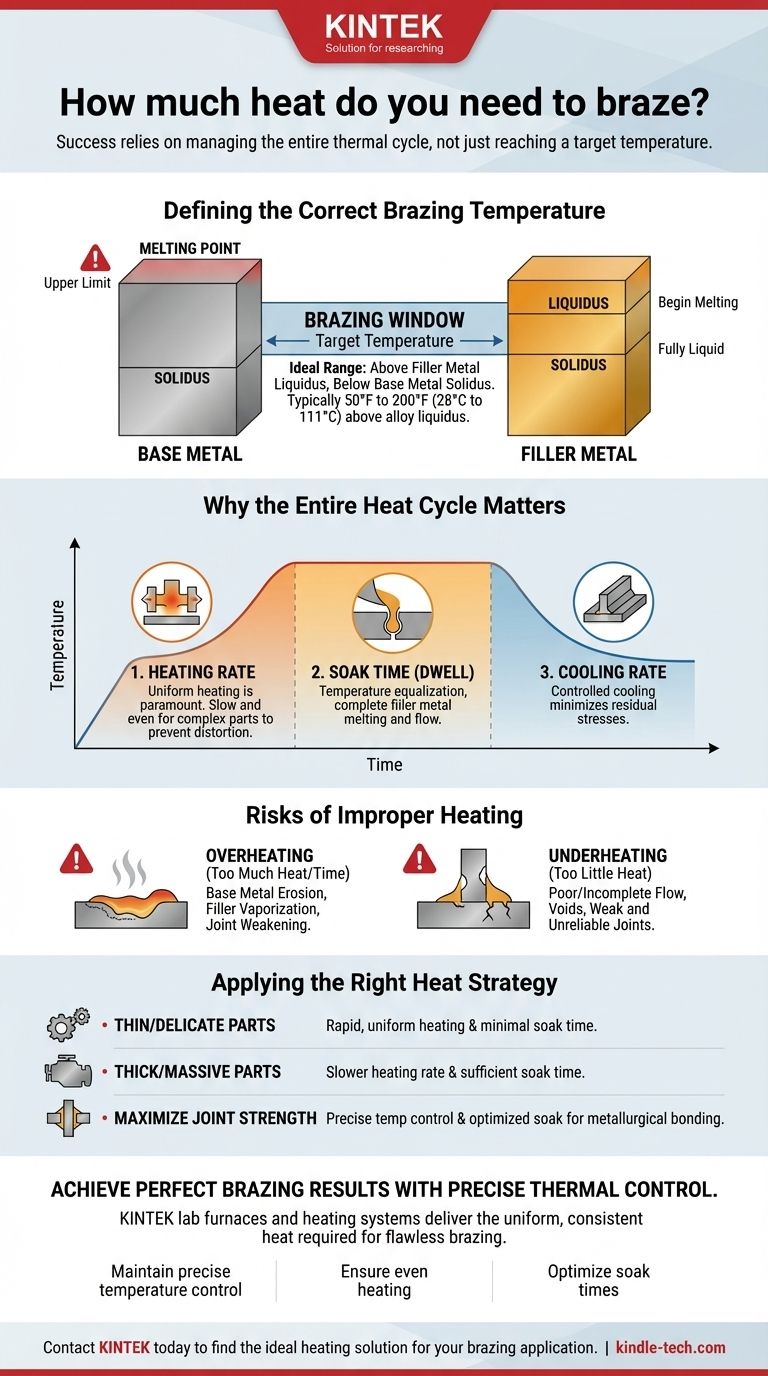
適切なろう付け温度の定義
必要とされる熱量は、しばしば「ろう付けウィンドウ」と呼ばれる特定の温度範囲によって決まります。このウィンドウは、フィラーメタルと接合される母材の両方の特性によって定義されます。
フィラーメタルの役割
すべてのろう付けフィラーメタルには、固相線温度(溶け始める温度)と液相線温度(完全に液体になる温度)があります。
強力な接合のためには、ろう付けプロセスはフィラーメタルの液相線温度よりも高い温度で実施されなければなりません。これにより、合金が完全に溶融し、毛細管作用によって接合部に自由に流れることが保証されます。
母材の制約
加熱の上限は、母材の固相線温度です。アセンブリをこの点まで、またはこれを超えて加熱すると、母材が溶融、変形、または崩壊し、部品の破損につながります。
目標とするろう付け温度は、アセンブリ内の最も弱い母材の融点よりも常に安全に低い必要があります。
「ろう付けウィンドウ」
理想的なろう付け温度は、フィラーメタルの液相線温度と母材の固相線温度の間のウィンドウ内に存在します。ほとんどのフィラーメタルメーカーは、合金の液相線温度より28°Cから111°C(50°Fから200°F)高い特定のろう付け温度範囲を推奨しており、これにより完全な流れが保証されます。

なぜ熱サイクル全体が重要なのか
ピーク温度だけを考えるのはよくある間違いです。時間とともに加えられる総熱エネルギー、すなわち熱プロファイルこそが、接合の品質を真に左右するものです。
加熱速度
部品を加熱する速度は極めて重要です。均一な加熱が最も重要です。アセンブリの1つの部分が他の部分よりも速く加熱されると、熱膨張の不一致が生じ、変形や反りの原因となる可能性があります。
接合部の全体積が同時にろう付け温度に達するように、大きくて複雑な部品には、一般的にゆっくりとした均一な加熱速度が好まれます。
浸漬時間(滞留時間)
アセンブリが目標のろう付け温度に達した後、特定の期間その温度に保持されることがよくあります。これは浸漬時間または滞留時間として知られています。
この期間により、温度が接合部の全質量にわたって均一になり、フィラーメタルが完全に溶け、毛細管ギャップに完全に流れる時間を与えます。
冷却速度
浸漬後、冷却速度も接合部の最終的な特性に影響を与えます。制御された冷却速度は、接合部の残留応力を最小限に抑えるのに役立ち、これは異なる材料で作られた部品や、高応力下での使用を意図した部品にとって特に重要です。
トレードオフの理解:不適切な加熱のリスク
時間と温度のバランスは極めて重要です。理想的な熱サイクルから逸脱すると、接合部の破損につながる重大なリスクが生じます。
熱が多すぎる危険性(過熱)
推奨温度を超過するか、浸漬時間を長すぎることによって、熱を加えすぎると破壊的となる可能性があります。
これは、溶融したフィラー合金が母材を溶解し始め、接合部を弱める**母材の浸食**を引き起こす可能性があります。また、フィラーメタル内の特定の元素(亜鉛やカドミウムなど)が蒸発し、合金の化学組成と性能が変化する原因ともなります。
熱が少なすぎる問題(加熱不足)
熱が不十分であることも同様に問題です。アセンブリが必要な温度に完全に達しない場合、フィラーメタルは完全に液体になりません。
これは**流れが不十分または不完全**になり、接合部に空隙や隙間が生じます。結果として得られる接続は弱く信頼性が低く、負荷がかかるとほぼ確実に破損します。
滞留時間の影響
前述のように、バランスが鍵となります。適切な滞留時間はフィラーメタルが完全に流れることを保証し、不良品を減らします。しかし、過度に長い滞留時間は一般的な過熱と同じ悪影響を及ぼし、接合部の冶金学的劣化につながります。
プロジェクトに適切な熱戦略を適用する
加熱戦略は、コンポーネントの特定の形状と材料に合わせて調整する必要があります。
- 薄くて繊細な部品の接合が主な焦点の場合:変形や焼き抜けを防ぐために、急速で均一な加熱と最小限の浸漬時間を重視します。
- 厚くて大きな部品の接合が主な焦点の場合:接合部の中心が完全なろう付け温度に達するように、より遅い加熱速度と十分な浸漬時間の必要性を強調します。
- 接合強度を最大化することが主な焦点の場合:推奨されるろう付けウィンドウ内での正確な温度制御と、完全な冶金学的接合のための浸漬時間の最適化の重要性を強調します。
熱制御を習得することは、一貫した高品質のろう付け接合部を製造するための決定的なスキルです。
要約表:
| ろう付けの要素 | 主な考慮事項 |
|---|---|
| 目標温度 | フィラーメタルの液相線より上、母材の固相線より下であること。 |
| 加熱速度 | 変形を防ぐために均一であること。複雑な部品の場合はより遅く。 |
| 浸漬時間 | 温度の均一化とフィラーメタルの完全な流れを可能にする。 |
| 冷却速度 | 制御された冷却により、接合部の残留応力が最小限に抑えられる。 |
| 過熱のリスク | 母材の浸食、フィラーメタルの蒸発、接合部の弱体化。 |
| 加熱不足のリスク | フィラーの流れが不完全、空隙、弱く信頼性の低い接合部。 |
正確な熱制御により、完璧なろう付け結果を達成します。
繊細な薄い部品を接合する場合でも、厚い大きなコンポーネントを接合する場合でも、ろう付けの熱サイクルを管理するためには適切な装置が不可欠です。KINTEKは、完璧なろう付けに必要な均一で一貫した熱を提供する高品質のラボ用炉と加熱システムを専門としています。
当社のソリューションは、以下を支援します。
- ろう付けウィンドウ内での正確な温度制御を維持する。
- 均一な加熱を保証し、変形や反りを防ぐ。
- 完全なフィラーメタルの流れと強力な冶金学的結合のために浸漬時間を最適化する。
不適切な加熱によって接合部を妥協させてはいけません。ろう付けアプリケーションに最適な加熱ソリューションを見つけるために、今すぐKINTEKにお問い合わせください。
ビジュアルガイド