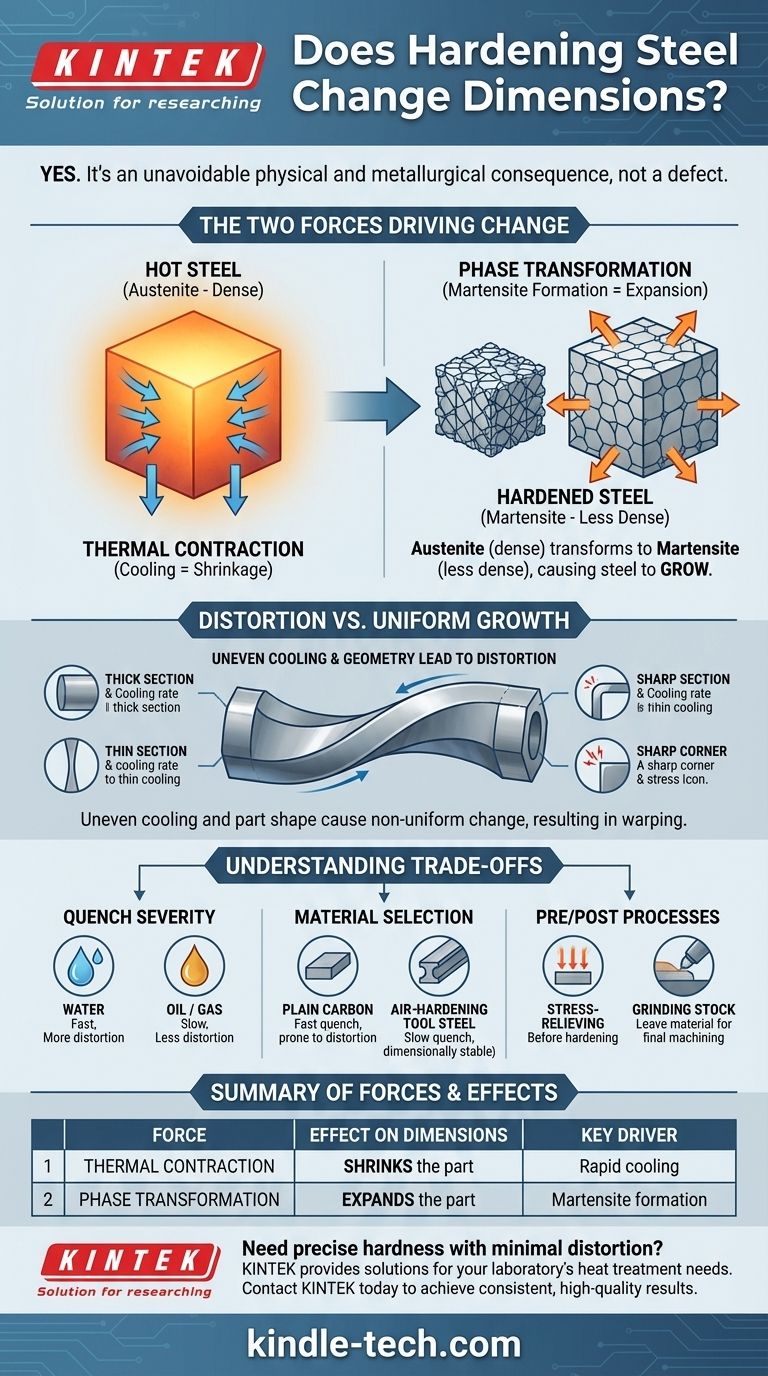
はい、鋼の焼入れは間違いなくその寸法を変化させます。 この変化は欠陥ではなく、プロセスの避けられない物理的および冶金学的な結果です。鋼は、冷却による熱収縮と、内部結晶構造がより硬い状態に変化することによる体積膨張の両方を受けます。
中心的な課題は、焼入れ中に鋼が寸法を変えることではなく、この変化が不均一になり、歪みを引き起こす可能性があることです。熱収縮と冶金学的膨張という2つの競合する力を理解することが、部品の最終形状を予測し制御するための鍵となります。
寸法変化を駆動する2つの力
焼入れを受けるすべての部品は、最終的なサイズと形状を決定する2つの明確で強力な力の影響を受けます。これらの力はしばしば互いに逆方向に作用します。
熱収縮の影響
鋼を高温(しばしば900°C以上)から急冷すると、急速に収縮します。あらゆる材料と同様に、この急速な冷却は収縮を引き起こします。
熱収縮として知られるこのプロセスは、変化の中で最も直感的な部分です。温度が高い物体は大きく、温度が低い物体は小さくなります。
相変態の重要な役割
より重要な変化は冶金学から生じます。高温では、鋼の鉄原子はオーステナイトと呼ばれる高密度でコンパクトな結晶構造に配列されています。
鋼を急速に焼入れすると、この構造は閉じ込められ、マルテンサイトと呼ばれる新しい構造に強制的に変化します。マルテンサイトは、焼入れ鋼に優れた強度と硬度を与えるものです。
重要なことに、マルテンサイト結晶構造は、それが置き換わるオーステナイト構造よりも密度が低く、より多くの体積を占めます。この相変態は鋼の成長を引き起こします。

歪み 対 均一な成長
変化が完全に均一であれば、予測可能な成長を考慮に入れるだけで済みます。本当の問題は、加熱と冷却が完全に均一になることは決してないために生じる歪み(反り、ねじれ、または曲がり)です。
不均一な冷却速度
鋼部品の表面は、その芯部よりも常に速く冷却されます。この温度差が内部応力を発生させます。
外表面は最初に収縮し、マルテンサイトに変態しますが、その間、芯部はまだ高温で膨張しています。芯部が最終的に冷却・変態するにつれて、すでに硬化した外殻に対して膨張し、部品を歪ませる可能性のある戦いが生じます。
部品形状の影響
部品の形状は歪みに大きな影響を与えます。
薄い部分は厚い部分よりもはるかに速く冷却され、異なる時点で変態します。鋭い内角、穴、キー溝などの特徴は応力集中部として機能し、亀裂や歪みの影響を受けやすくなります。
トレードオフの理解
寸法変化を制御するには、一連のトレードオフを管理する必要があります。目標は、許容できない歪みを導入することなく、要求される硬度を達成することです。
焼入れの厳しさ
焼入れ速度は最も重要な変数です。より速い焼入れ(水やブラインなど)は最大の硬度をもたらしますが、最も厳しい熱衝撃と歪みおよび亀裂の最大のリスクも生じます。
より遅い焼入れ(油やガスなど)は部品に対して穏やかで、歪みを大幅に低減します。ただし、特に低合金鋼では、同じレベルの硬度に達しない場合があります。
材料の選択
異なる鋼合金は、異なる焼入れ応答のために設計されています。炭素鋼は非常に速い焼入れを必要とし、歪みやすいです。
対照的に、空冷工具鋼(A2など)は、はるかに遅い冷却速度でマルテンサイトに変態するように合金化されています。これにより熱衝撃が劇的に減少し、寸法安定性がはるかに高くなります。
焼入れ前後のプロセス
予測可能な結果を確実にするためには、製造プロセス全体を考慮する必要があります。最終焼入れの前に荒加工の後に部品を応力除去することで、加工自体によって誘発された応力を取り除くことができます。
非常に厳しい公差を持つ部品については、重要な表面に少量の余分な材料(研削代)を残しておくことが標準的な手順です。これにより、熱処理後に最終的な寸法に合わせるための最終研削が可能になります。
プロジェクトに最適な選択をする
寸法変化を管理するための戦略は、部品の要件に完全に依存します。
- 最大の硬度と耐摩耗性を主な焦点とする場合: 歪みの可能性が高くなることを受け入れ、最終公差を達成するために研削などの焼入れ後の仕上げを計画する必要があります。
- 寸法安定性と厳しい公差を主な焦点とする場合: 空冷鋼を選択し、均一な断面と十分な半径を持つように部品を設計し、より遅く制御された焼入れを使用します。
- 汎用部品のコストと性能のバランスを取る場合: 適切な合金鋼での油焼入れが最良の妥協策となることが多いですが、重要な寸法については常に最終加工のための小さな余裕を残します。
熱処理を後回しではなく設計プロセスの不可欠なステップとして扱うことが、一貫性のある成功した結果を達成するための決定的な方法です。
要約表:
| 力 | 寸法への影響 | 主な要因 |
|---|---|---|
| 熱収縮 | 部品を収縮させる | 高温からの急速な冷却 |
| 相変態 | 部品を膨張させる | 密度の低いマルテンサイトの形成 |
最小限の歪みで正確な硬度を達成する必要がありますか?
鋼の焼入れは繊細なバランスです。KINTEKの専門家は、焼入れプロセスを制御するのに役立つ適切な実験装置と消耗品を提供することを専門としています。空冷鋼を扱っている場合でも、正確な焼入れ制御が必要な場合でも、当社のラボのニーズに合ったソリューションがあります。
KINTEKに今すぐお問い合わせいただき、一貫した高品質の結果を達成するために当社がどのようにお手伝いできるかをご相談ください。
ビジュアルガイド