はい、間違いなくそうです。 ろう付けははんだ付けよりも著しく高い温度を必要とします。国際的に認められている閾値は840°F (450°C)です。この温度を超える融点の充填金属を使用するプロセスはろう付けと定義され、この温度を下回る融点の充填金属を使用するプロセスははんだ付けと定義されます。
根本的な違いは、温度そのものだけでなく、その温度が何を可能にするかです。ろう付けのより高い熱は、根本的に異なり、はるかに強力な冶金結合を生み出すのに対し、はんだ付けはより単純な表面レベルの接着を生み出します。
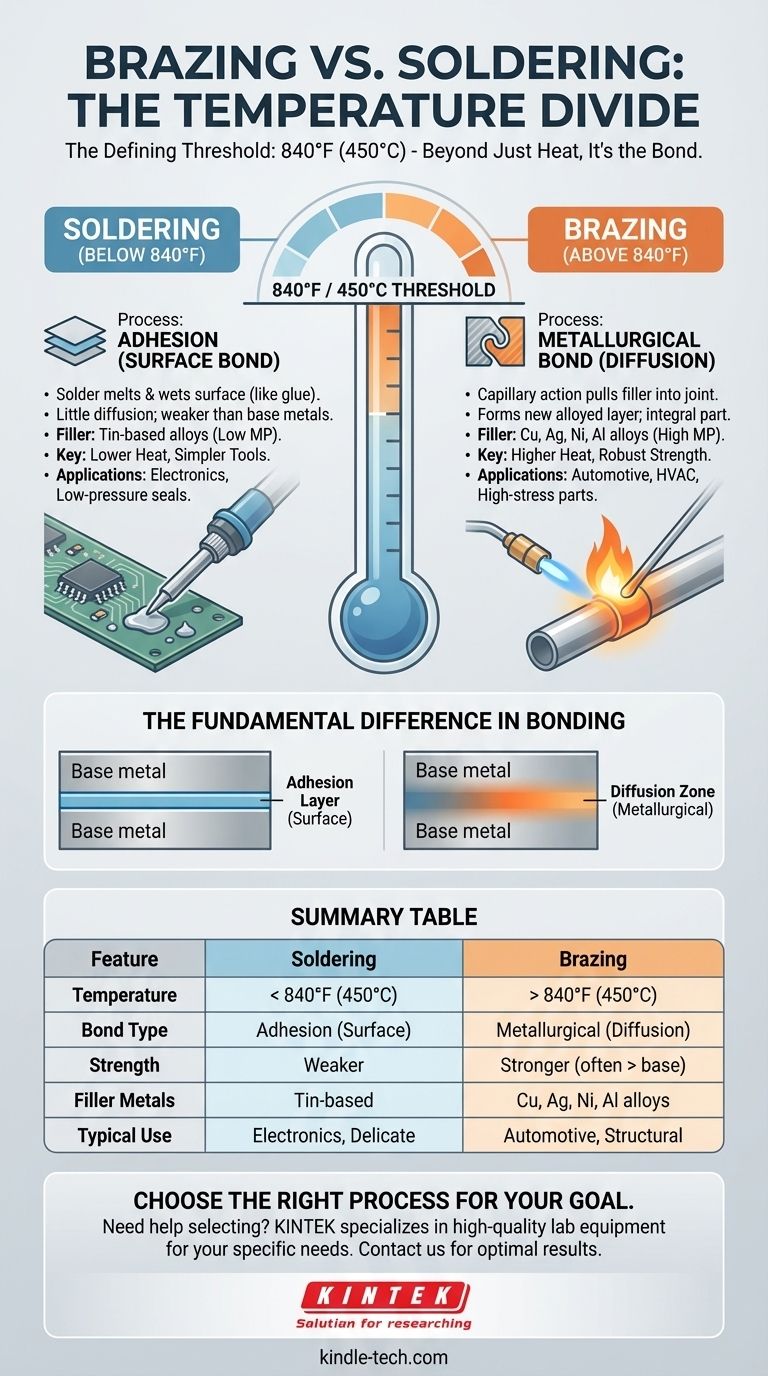
決定的な違い:840°F (450°C)の閾値
温度は、接合部の物理的特性と使用される充填金属の種類を決定する重要な要素です。
はんだ付けで起こること(840°F未満)
はんだ付けは本質的に接着のプロセスです。充填金属、つまりはんだが溶融し、ベース金属の表面を「濡らします」。これは、接着剤が2枚の紙を貼り付けるのと非常によく似ています。
はんだとベース部品の間には、拡散や合金化はほとんど起こりません。接合部の強度は、はんだ自体の強度に限定され、それはほとんどの場合、接合される金属よりもはるかに弱いです。
ろう付けで起こること(840°F超)
ろう付けは真の冶金結合を形成します。これらのより高い温度では、溶融した充填金属は、毛細管現象と呼ばれる強力な力によって、ぴったりと合った接合部に引き込まれます。
さらに重要なことに、充填金属はベース金属の表面に積極的に拡散し、界面に新しい合金層を形成します。これは、ろう付けされた接合部が単なる表面接続ではなく、アセンブリの不可欠な部分になることを意味します。
温度が充填金属をどのように決定するか
必要な温度は、充填金属の組成に直接影響します。
はんだは通常、低融点の錫ベース合金(例:錫-鉛、錫-銀、錫-銅)です。
ろう付け充填材は、銅、銀、ニッケル、またはアルミニウムをベースとしたより強力な合金であり、溶融にははるかに高いエネルギーを必要とします。

実用的な意味:強度と用途
表面結合と冶金結合の違いは、これらのプロセスがどのように使用されるかに大きな影響を与えます。
接合強度:はんだ付けの弱い結合
はんだ接合は接着に依存するため、機械的強度が主な懸念事項ではない用途に最適です。電気伝導性や単純な低圧シールを作成するのに理想的です。
接合強度:ろう付けの堅牢な結合
適切に実行されたろう付け接合は非常に強力です。多くの場合、接合部はベース金属自体と同じくらい、またはそれよりも強いことがあります。これにより、高い応力、振動、または温度変化を受ける部品に適しています。
はんだ付けの一般的な用途
低い熱入力と導電性への重点により、はんだ付けは電子機器製造の標準となっています。また、一部の低圧銅配管や、デリケートな熱に弱い部品の接合にも使用されます。
ろう付けの一般的な用途
ろう付けの強度と耐久性は、要求の厳しい産業で不可欠です。自動車部品(ラジエーターなど)、HVACシステムコンポーネント、産業用工具、さらには接合部が一定の熱サイクルに耐えなければならない高級調理器具にも広く使用されています。
トレードオフの理解
プロセスを選択することは、最大の強度を追求するだけでなく、複雑さ、コスト、リスクのバランスを取ることも含まれます。
強度のコスト:熱入力とスキル
ろう付けの高い温度は、トーチや炉のようなより強力な熱源を必要とします。このかなりの熱入力は、熟練した作業者によって制御されない場合、ベース金属の反り、歪み、または冶金学的損傷のリスクをもたらします。
単純さの利点:はんだ付けのアクセシビリティ
はんだ付けははるかにアクセスしやすいです。低い熱要件は、はんだごてや小型トーチのようなより単純で安価なツールを使用できることを意味します。このプロセスは初心者にとってより寛容であり、より厳密な準備を必要としません。
材料と設計の制約
ろう付けの高い熱は、低融点の部品の接合や、近くの部品が破壊される回路基板のような用途には不向きです。毛細管現象のための狭い接合ギャップの必要性も、部品の設計と取り付けにより大きな要求を課します。
目標に合った適切な選択をする
アプリケーションの主な要件が、これら2つの強力な接合方法の選択を決定するはずです。
- 最大の強度、耐久性、および応力下での性能が主な焦点である場合: ろう付けは、堅牢で永続的な冶金結合を作成するため、優れた選択肢です。
- 熱に弱い電子機器の接合やベース金属の歪みを避けることが主な焦点である場合: はんだ付けは、著しく低く、より局所的な熱入力のため、正しいプロセスです。
- アクセシビリティと非構造結合のための単純なシールが主な焦点である場合: はんだ付けは、多くの汎用タスクに対して効果的で低コストのソリューションを提供します。
この基本的な温度の区別を理解することが、成功し信頼性の高い結果を得るための適切な接合方法を選択する鍵となります。
要約表:
| プロセス | 温度範囲 | 結合タイプ | 代表的な充填金属 | 主な用途 |
|---|---|---|---|---|
| はんだ付け | 840°F (450°C)未満 | 接着(表面結合) | 錫ベース合金(例:錫-鉛、錫-銀) | 電子機器、低圧配管、デリケートな部品 |
| ろう付け | 840°F (450°C)超 | 冶金(拡散結合) | 銅、銀、ニッケル、またはアルミニウム合金 | 自動車部品、HVACシステム、産業用工具、高応力接合部 |
研究室や生産ニーズに合った適切な接合プロセスを選択するのに助けが必要ですか? KINTEKでは、お客様の特定の要件に合わせた高品質の実験装置と消耗品の提供を専門としています。デリケートな電子機器を扱っている場合でも、高強度部品を扱っている場合でも、当社の専門知識により、最適な結果を得るための適切なツールが確実に手に入ります。今すぐお問い合わせください。お客様の研究室の成功をどのようにサポートできるかご相談ください!
ビジュアルガイド