はい、天然ガスでろう付けすることは可能ですが、重要な注意点があります。それは、周囲の空気と混合した場合、効果がほとんどないということです。ろう付けに必要な高温に達するには、天然ガスを酸水素トーチで純粋な酸素と組み合わせる必要があります。標準的な空気-ガス トーチを使用しても、適切なろう付け接合に必要な十分な熱は得られません。
技術的には可能ですが、標準的なトーチで天然ガスと空気を使用しても、炎の温度が低いため、ほとんどのろう付け用途には効果がありません。天然ガスでろう付けを成功させる鍵は、必要な熱を提供する酸天然ガスシステムにアップグレードすることですが、これは他の一般的な燃料ガスと比較して独自のトレードオフを伴います。

なぜ天然ガスだけではろう付けに不十分なのか
ろう付けは、母材を840°F (450°C)以上の温度に加熱し、ろう材が溶けて接合部に流れ込むことで定義されます。使用する燃料は、このしきい値を効率的に超えることができる必要があります。
決定的な障壁:炎の温度
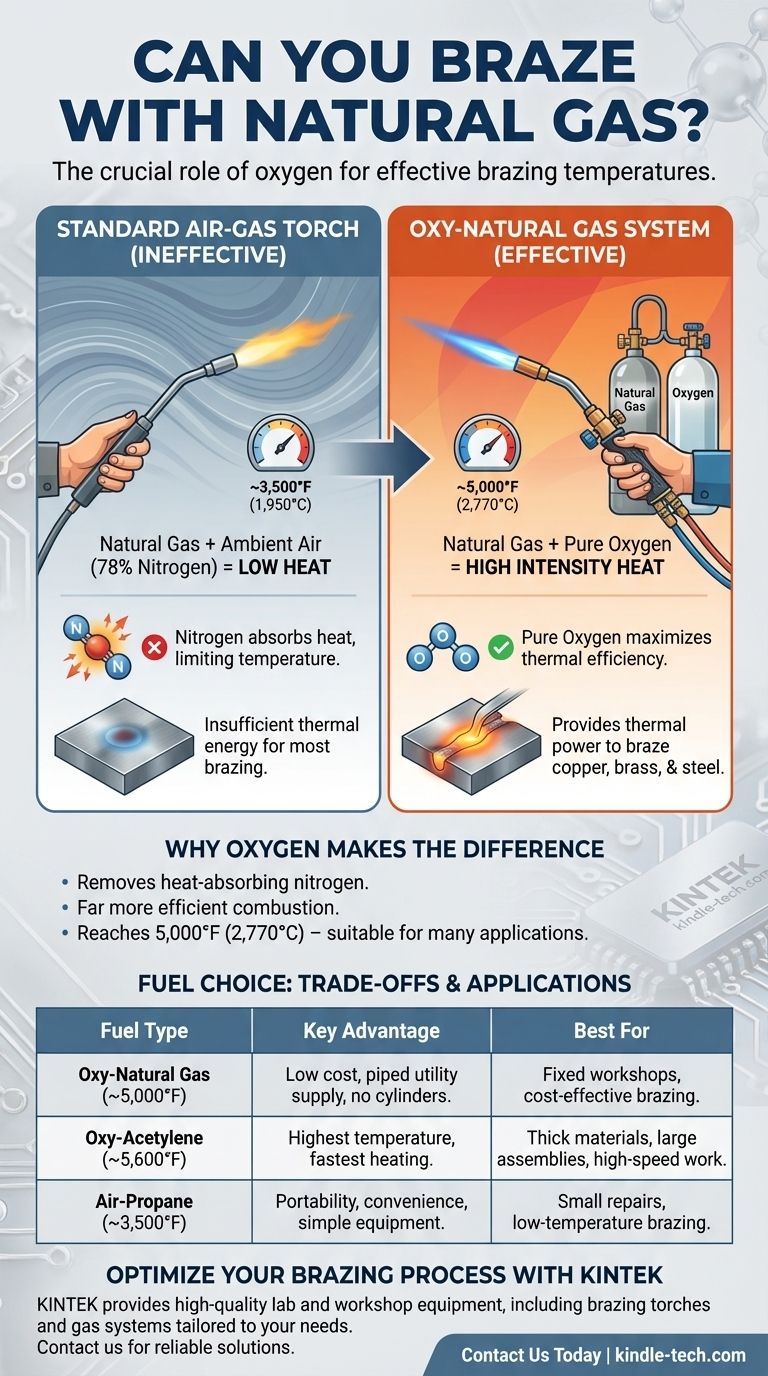
標準的なトーチは、燃料を周囲の空気と混合します。空気は約78%が窒素で、酸素はわずか21%です。この窒素が大量の熱を吸収するため、炎の最高温度が効果的に制限されます。
天然ガスと空気の炎は約3,500°F (1,950°C)で燃焼します。これは多くのろう材の融点よりも技術的にははるかに高いですが、常に周囲の環境に熱を放出している実際のワークピースを加熱するための熱的な「余裕」がほとんどありません。
熱出力(BTU)の問題
炎の温度は話の半分に過ぎず、総熱出力も同様に重要です。天然ガスは、プロパンやアセチレンのような燃料よりも低い熱量(1立方フィートあたりのBTU)を持っています。
これを例えるなら、マッチの先端は非常に熱いですが、大きな鉄のフライパンを加熱することはできません。天然ガス/空気の炎は、最小で最も薄い部品以外のものをろう付け温度まで素早く上げるための熱エネルギー密度が不足しています。
解決策:酸素の導入(酸天然ガス)
天然ガスをろう付けに利用可能な燃料にするには、空気を純粋な酸素に置き換える必要があります。これは酸天然ガスシステムとして知られています。
酸天然ガスの仕組み
熱を吸収する窒素を方程式から取り除くことで、燃焼反応ははるかに効率的で強力になります。
酸天然ガス炎は、はるかに高い温度、約5,000°F (2,770°C)で燃焼します。これにより、さまざまな厚さの金属をろう付け温度まで迅速かつ効率的に加熱するために必要な熱出力が得られます。
典型的な用途
酸天然ガスは、特に天然ガスが公共の配管で供給される製造工場において、銅、真鍮、軟鋼などの一般的な材料のろう付けに完全に適したプロセスです。
トレードオフを理解する
燃料ガスの選択は、性能、コスト、利便性に基づいた決定です。機能的ではありますが、酸天然ガスは利用可能な最も高温または最も強力な選択肢ではありません。
熱と速度:天然ガス vs. 他の燃料
酸天然ガス炎は、5,600°F (3,100°C)を超える温度に達する酸アセチレン炎よりも著しく低温です。
この温度差は、酸天然ガスがよりゆっくりと加熱されることを意味します。大きな部品や熱を素早く伝導する金属(厚い銅など)の場合、酸アセチレンの方がはるかに速く作業を完了できます。ただし、ほとんどの一般的な作業では、酸天然ガスの加熱速度で十分に事足ります。
コストと利便性
これが天然ガスの主な利点です。通常、利用可能な燃料ガスの中で最も安価であり、公共の配管から直接供給できるため、重いボンベの管理、保管、補充の必要がありません。
対照的に、アセチレンと酸素はどちらもレンタルまたは購入したボンベが必要であり、これらは輸送と取り扱いが必要で、かなりの物流上のオーバーヘッドとコストがかかります。
炎の特性と接合部の清浄度
燃料の種類に関わらず、ろう付けを成功させるには、ろう材が結合するのを妨げる酸化物がない清潔な表面が必要です。トーチの炎自体もここで役割を果たします。
適切に調整された「中性」またはわずかに「還元性」(燃料過剰)の炎は、接合部の表面で酸素を消費するのに役立ち、加熱中に金属を保護します。これは、フラックスの使用と相まって、ろう材が適切に流れるために必要なクリーンな化学環境を作り出します。
目標に合った適切な選択をする
最適な燃料ガスは、お客様の特定の用途、予算、物流上の制約によって完全に異なります。
- 固定された作業場での費用対効果を最優先する場合: 酸天然ガスは、銅、真鍮、鋼のろう付けに優れた選択肢であり、低い運用コストとボンベ管理の不要さという利点があります。
- 性能、速度、汎用性を最優先する場合: 酸アセチレンシステムは最高の炎温度を提供し、厚い材料、大きなアセンブリ、より速い生産作業に最適です。
- 携帯性と occasional な修理を最優先する場合: シンプルな空気-MAPPまたは空気-プロパントーチは、はんだ付けや小さな銅管の低温ろう付けには十分な場合が多く、最高の利便性を提供します。
最終的に、適切な燃料を選択することは、生成できる熱エネルギーを特定のプロジェクトの熱要求に合わせることです。
要約表:
| 燃料タイプ | 炎の温度(酸素使用時) | 主な利点 | 最適な用途 |
|---|---|---|---|
| 酸天然ガス | 約5,000°F (2,770°C) | 低コスト、配管供給 | 固定作業場、費用対効果の高い銅/鋼のろう付け |
| 酸アセチレン | 約5,600°F (3,100°C) | 最高温度、高速加熱 | 厚い材料、大型アセンブリ、高速作業 |
| 空気-プロパン | 約3,500°F (1,950°C) | 携帯性、利便性 | 小規模な修理、低温ろう付け |
ろう付けプロセスを最適化する準備はできていますか?
強力でクリーンなろう付け接合を実現するには、適切な燃料と装置の選択が不可欠です。KINTEKは、お客様の特定のニーズに合わせたろう付けトーチやガスシステムを含む、高品質のラボおよびワークショップ機器を提供することに特化しています。固定された作業場で作業する場合でも、ポータブルなソリューションが必要な場合でも、当社の専門知識により、プロジェクトに必要な熱性能と効率が保証されます。
信頼性の高い機器と専門家のガイダンスで、お客様のろう付け用途をどのようにサポートできるかについて話し合うために、お問い合わせフォームから今すぐお問い合わせください。
ビジュアルガイド