炉中ろう付けは、840°F (450°C)以上のあらゆる温度で実施されますが、正確な温度は使用するフィラーメタルによって完全に決定されます。一般的な産業用途では、アルミニウム合金の場合は1100°F (600°C)から、鋼や高温合金の場合は2000°F (1100°C)超までと幅があります。
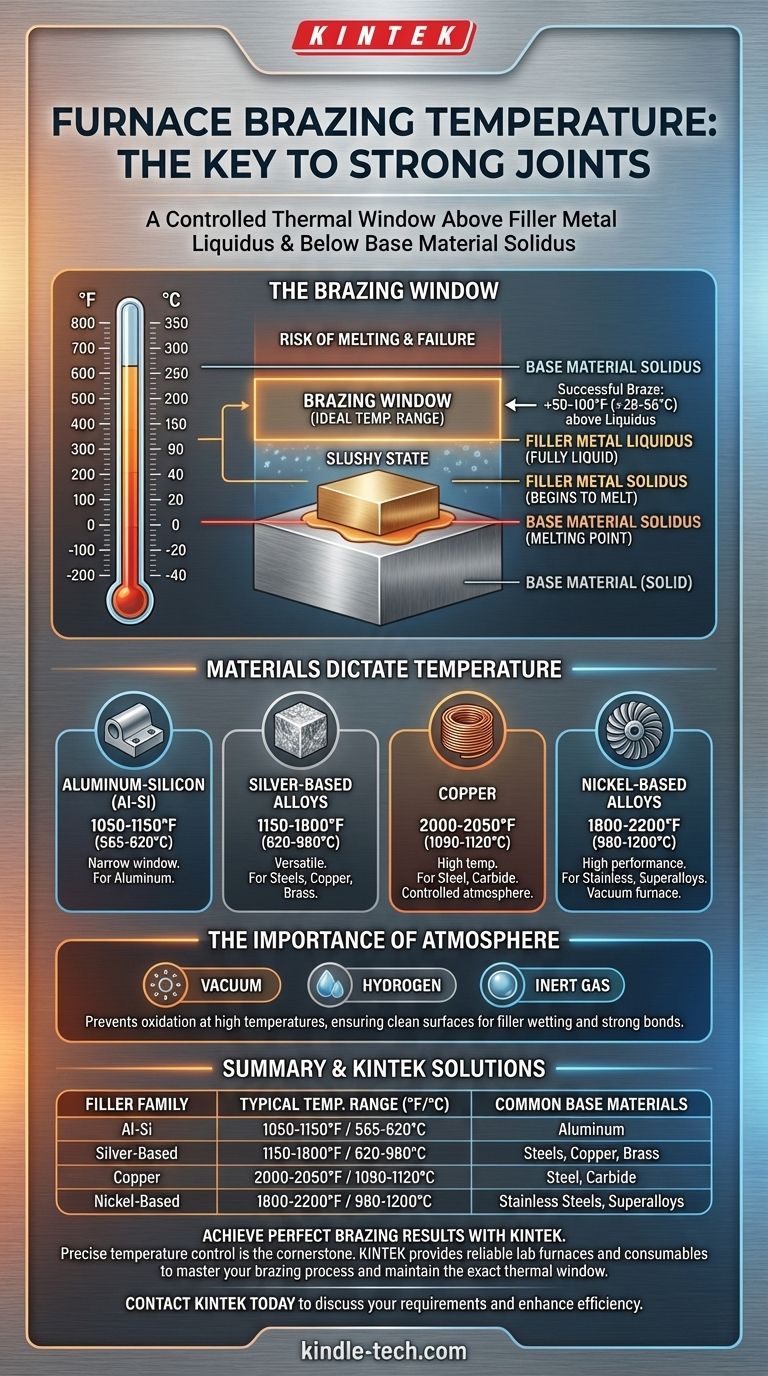
適切な炉中ろう付け温度は単一の値ではなく、フィラーメタルの融点よりわずかに上、かつ母材の融点より下の特定の点です。この制御された熱的ウィンドウこそが、強固で冶金学的に健全な接合部を作成するための絶対的な鍵となります。
基本原理:液相線と固相線
ろう付け温度を理解するためには、まずフィラーメタルの融解特性、すなわち固相線と液相線という2つの重要な点で定義される特性を理解する必要があります。
固相線と液相線の定義
固相線 (Solidus) は、フィラーメタル合金が溶け始める温度です。液相線 (Liquidus) は、フィラーメタルが完全に液体になる温度です。この2つの点の間は、ドロドロした半固体状態の範囲です。
「ろう付けウィンドウ」
ろう付けを成功させるためには、炉はアセンブリ全体をフィラーメタルの液相線温度よりわずかに上の温度に加熱する必要があります。これにより、フィラーが完全に溶融し、毛細管現象によって接合部に引き込まれるのに十分な低い粘度になります。
一般的な経験則として、炉の温度をフィラーの液相線温度より50〜100°F (28〜56°C)高く設定します。
母材の保護
同時に、ろう付け温度は接合される母材の固相線(融点)より安全に低い温度に保たれなければなりません。これを超えると、部品がたわんだり、歪んだり、溶融したりして、壊滅的な故障につながります。

材料がろう付け温度を決定する方法
フィラーメタルの選択は、接合する必要のある母材に常に依存します。この材料の組み合わせが、プロセスに必要な温度を設定します。
一般的なフィラーメタルファミリー
異なるフィラーメタルファミリーは、ろう付け温度範囲が大きく異なります。
- アルミニウム-シリコン (Al-Si): アルミニウムのろう付けに使用されます。非常に狭い温度ウィンドウが必要で、通常は1050〜1150°F (565〜620°C)です。
- 銀系合金: 鋼、銅、真鍮の接合に使用される多用途なカテゴリーです。ろう付け温度は、特定の合金組成に応じて1150〜1800°F (620〜980°C)と広く変動します。
- 銅: 純銅は、鋼や超硬合金のろう付けによく使われる費用対効果の高いフィラーです。通常、2000〜2050°F (1090〜1120°C)という高温が必要であり、酸化を防ぐために制御された雰囲気下で実施する必要があります。
- ニッケル系合金: 高性能用途のステンレス鋼や超合金に使用されます。これらは非常に高い温度、しばしば1800〜2200°F (980〜1200°C)を必要とし、ほぼ常に真空炉で実施されます。
雰囲気の重要性
炉中ろう付けは単に温度だけの問題ではなく、環境を制御することでもあります。これらの高温では、金属が空気と接触すると急速に酸化し、フィラーメタルが表面に濡れ広がるのを妨げ、接合を阻害します。
炉では、部品を保護し、クリーンで強固な接合が形成されるように、真空、水素、または不活性ガスなどの制御された雰囲気が使用されます。
トレードオフとリスクの理解
間違った温度を設定することは、炉中ろう付けで最も一般的な故障モードの1つです。過熱も過少加熱も重大な結果をもたらします。
過熱のリスク
温度を高く設定しすぎると、母材の融点以下であっても有害となる可能性があります。液体フィラーが母材の一部を「溶解」して接合部を弱める母材の浸食を引き起こす可能性があります。また、接合部の強度と延性を著しく低下させる脆い金属間化合物の生成につながる可能性もあります。
過少加熱の問題
炉の温度が低すぎるか、サイクルが短すぎると、フィラーメタルが完全に液体になりません。これにより毛細管現象が不十分になり、空隙や接合部の不完全な充填が発生します。結果として得られる結合は弱く、信頼性が低くなります。
熱均一性の必要性
アセンブリ全体が均一に目標温度に達することが極めて重要です。厚い部分は薄い部分よりもゆっくりと加熱されます。適切な炉サイクルには、フィラーメタルが溶ける前に部品全体で温度が均一になるようにするための「保持」時間が含まれ、これにより一貫した流れと完全な結合が保証されます。
アプリケーションに最適な選択を行う
温度の選択は、材料と性能要件の直接的な結果です。主なガイドとしてフィラーメタルメーカーのデータシートを使用してください。
- 銅フィラーを使用して鋼の接合を主目的とする場合: 約2000〜2050°F (1090〜1120°C)の高温、無酸素雰囲気で作業することになります。
- アルミニウム部品のろう付けを主目的とする場合: アルミニウム-シリコンフィラーを使用し、部品の溶融を避けるために、通常約1050〜1150°F (565〜620°C)という非常にタイトな温度ウィンドウを維持する必要があります。
- 航空宇宙用途のステンレス鋼の接合を主目的とする場合: 真空炉内でニッケル系フィラーを使用し、温度はしばしば1800°F (980°C)を超えることになります。
結局のところ、成功する炉中ろう付けは、特定の材料の組み合わせに合わせて調整された正確な熱管理の機能です。
要約表:
| フィラーメタルファミリー | 一般的なろう付け温度範囲 (°F) | 一般的なろう付け温度範囲 (°C) | 一般的な母材 |
|---|---|---|---|
| アルミニウム-シリコン (Al-Si) | 1050 - 1150°F | 565 - 620°C | アルミニウム |
| 銀系合金 | 1150 - 1800°F | 620 - 980°C | 鋼、銅、真鍮 |
| 銅 | 2000 - 2050°F | 1090 - 1120°C | 鋼、超硬合金 |
| ニッケル系合金 | 1800 - 2200°F | 980 - 1200°C | ステンレス鋼、超合金 |
KINTEKで完璧なろう付け結果を達成する
正確な温度制御は、成功する炉中ろう付けの礎石です。アルミニウム、高温合金、特殊鋼のいずれを扱う場合でも、母材の浸食や接合部の不完全充填といった費用のかかる失敗を避けるためには、適切な装置の選択が不可欠です。
KINTEKは、ろう付けプロセスを習得するために必要な信頼性の高いラボ用炉と消耗品を提供することに特化しています。 当社のソリューションは、特定のフィラーおよび母材に必要な正確な熱的ウィンドウを維持するのに役立ち、常に強固で冶金学的に健全な接合を保証します。
当社の専門家が、お客様のアプリケーションに最適な炉の選択をお手伝いします。
今すぐKINTEKにご連絡いただき、ろう付けの要件についてご相談の上、当社の装置がいかにラボの効率と結果を向上させられるかをご確認ください。
ビジュアルガイド