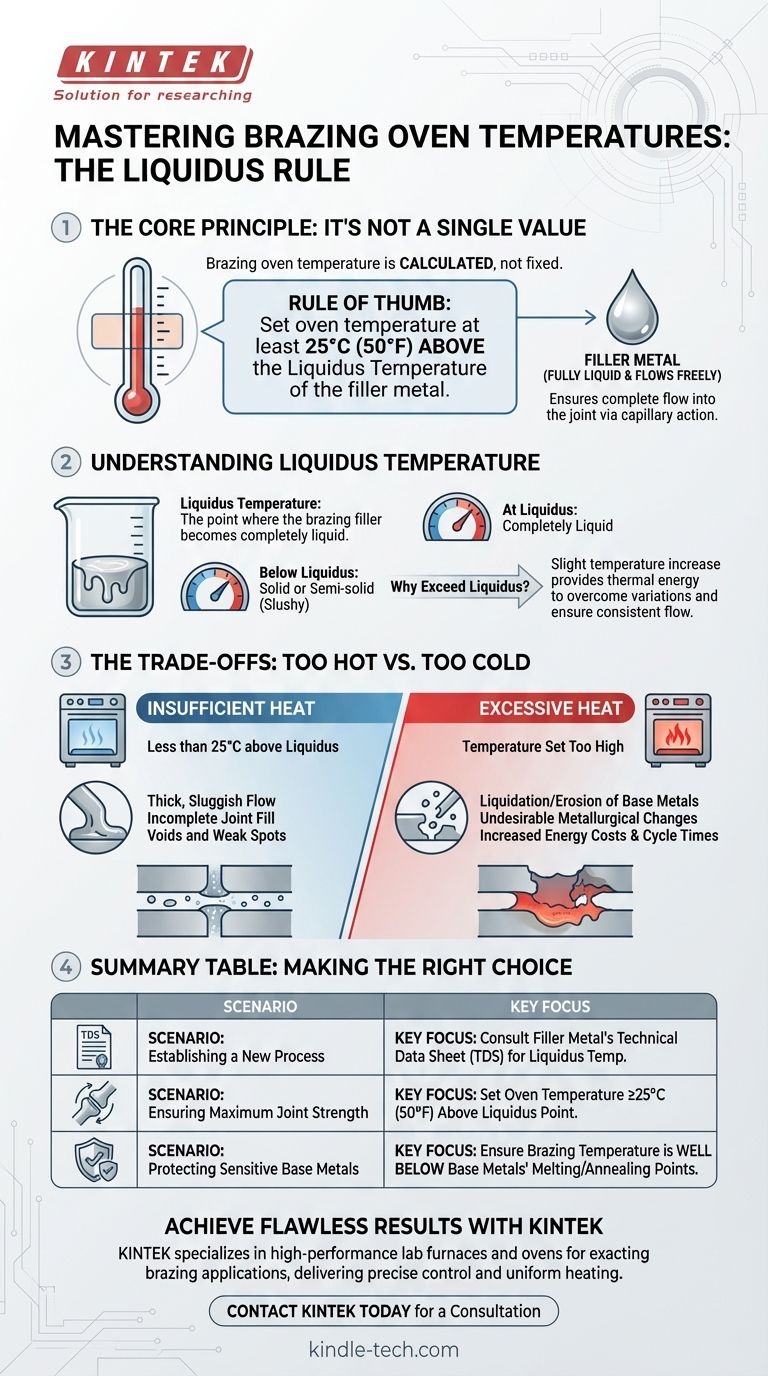
ろう付け炉の温度は、単一の固定値ではありません。代わりに、使用する特定のろう材に基づいて正確に計算されます。業界の標準的な慣行では、ろう材の液相点より少なくとも25°C(50°F)高い温度に炉を設定します。
核心となる原則は、ろう付け炉の温度が、ろう材を完全に液化させて自由に流れるのに十分なほど熱く、しかし接合する母材を損傷しないほどではないということです。適切な温度は、一般的な設定ではなく、材料の機能です。
核心原則:液相点が鍵
ろう付け温度を理解するには、まず「液相点」の概念を理解する必要があります。この単一の特性が、プロセスの熱プロファイル全体を決定します。
「液相点」とは?
液相点温度とは、金属合金、この場合はろう付けろう材が完全に液体になる点です。この温度を下回ると、合金は固体または半固体のスラッシュ状になります。
液相点温度を超える必要がある理由
液相点温度に達するだけでは不十分です。ろう材が毛細管現象によって接合部にスムーズかつ完全に流れるように、炉はより高温である必要があります。
このわずかな温度上昇は、部品間のわずかな温度変動を克服するために必要な熱エネルギーを提供し、一貫した強力な結合を保証します。
25°C (50°F) の経験則
炉を液相点より少なくとも25°C(50°F)高く設定するというガイドラインは、重要な安全マージンを提供します。これにより、ろう材が完全に溶融し、過度の熱を必要とせずに接合界面全体に浸透するのに十分な流動性を持つことが保証されます。

トレードオフの理解:熱すぎると冷たすぎると
正しい温度を設定することは、バランスが重要です。どちらかの方向に逸脱すると、異なる理由で接合不良につながる可能性があります。
不十分な熱の危険性
炉の温度が低すぎる(つまり、液相点より25°C未満)場合、ろう材が完全に液体にならない可能性があります。これにより、厚く、粘性の高い流れになります。
この不十分な流れは、ろう材が接合部を完全に満たすのを妨げ、最終的なアセンブリの構造的完全性を損なう空隙や弱点を作り出します。
過度の熱のリスク
温度が高すぎるのも同様に問題です。過熱は母材の液化や侵食につながり、接合しようとしている部品を損傷する可能性があります。
過度の熱は、母材に過剰な結晶粒成長などの望ましくない冶金学的変化を引き起こし、脆くする可能性があります。また、不必要にエネルギーコストとサイクルタイムを増加させます。
アプリケーションに適した選択をする
正しいろう付け温度を決定するには、一般的な規則からプロジェクトの具体的な詳細へと移行する必要があります。答えは、選択した材料の技術データにあります。
- 新しいプロセスを確立することが主な焦点である場合:特定のろう付けろう材の技術データシート(TDS)を参照して、正確な液相点温度を確認することから始めます。
- 最大の接合強度を確保することが主な焦点である場合:完全で流動的な流れを保証するために、炉の温度を文書化された液相点より少なくとも25°C(50°F)高く設定します。
- 敏感な母材を保護することが主な焦点である場合:最終的なろう付け温度が、接合する部品の融点または焼鈍温度を十分に下回っていることを常に確認してください。
最終的に、ろう付け温度を習得することは、一貫して強く信頼性の高い接合を作成するための最初のステップです。
要約表:
| ろう付けシナリオ | 主要な温度の焦点 |
|---|---|
| 新しいプロセスの確立 | ろう材の技術データシート(TDS)で液相点温度を参照してください。 |
| 最大の接合強度の確保 | 炉の温度を液相点より少なくとも25°C(50°F)高く設定します。 |
| 敏感な母材の保護 | ろう付け温度が母材の融点/焼鈍点を下回っていることを確認してください。 |
毎回完璧なろう付け結果を達成しましょう。
正確な温度プロファイルを習得することは、部品を損傷することなく、強く信頼性の高い結合を作成するために不可欠です。KINTEKは、精密なろう付けアプリケーション向けに設計されたモデルを含む、高性能のラボ用炉およびオーブンを専門としています。当社の装置は、ろう材の液相点を常に超えて完璧な接合の完全性を実現するために必要な、正確な温度制御と均一な加熱を提供します。
お客様の特定の材料とプロセス要件に最適なろう付け炉の選択について、当社の専門家がお手伝いします。今すぐKINTEKにお問い合わせください。そして、お客様のろう付けプロセスを成功させましょう。
ビジュアルガイド