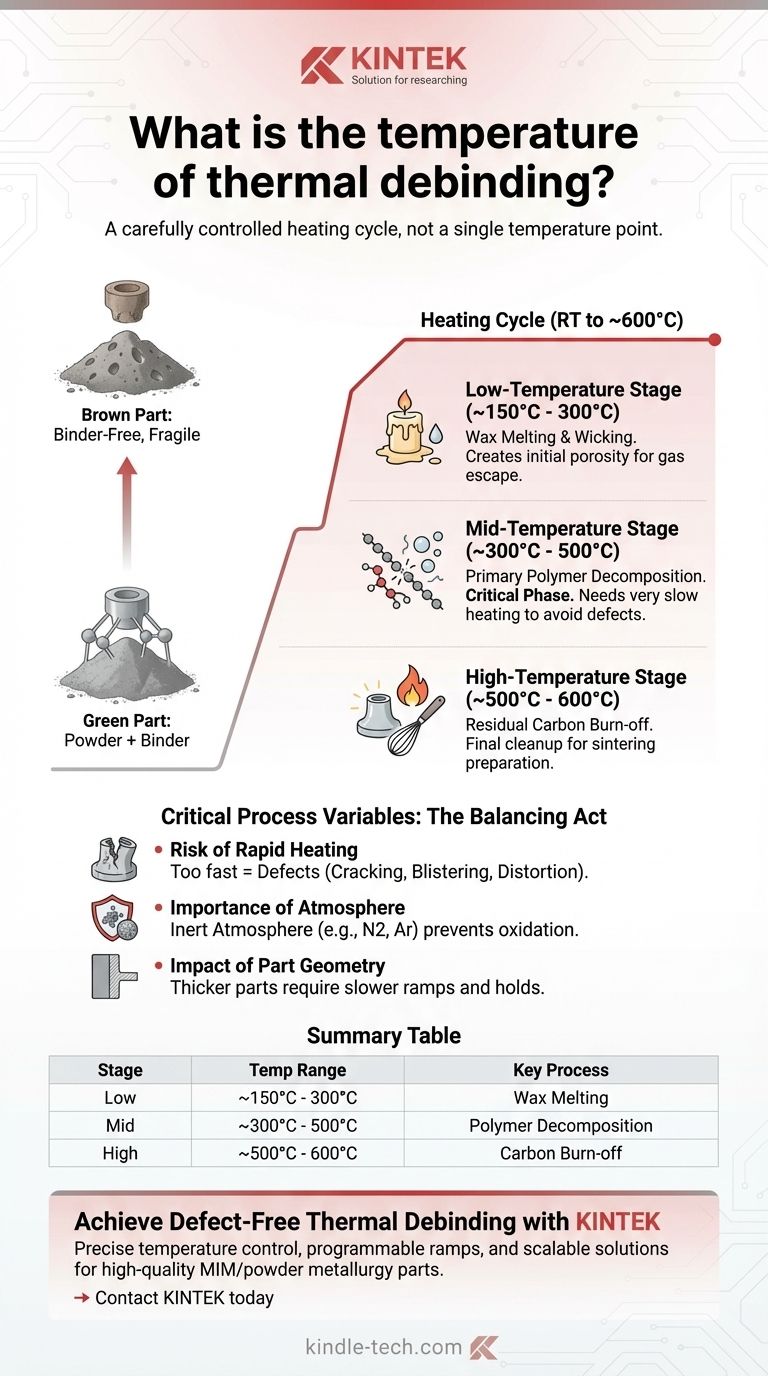
熱脱脂では、プロセスは単一の温度に設定されるのではなく、通常、室温から約600℃(1112°F)までの範囲で慎重に制御された加熱サイクルを伴います。この多段階プロセスは、最終焼結段階の前に欠陥を導入することなく、「グリーン」部品からポリマーバインダーを体系的に除去するように設計されています。
熱脱脂の核心的な課題は、単に目標温度に到達することではなく、異なる温度ゾーンでの加熱速度を管理することです。ゆっくりと制御された昇温は、バインダー分解ガスが内部圧力を蓄積して脆い部品に亀裂や歪みを生じさせることなく排出されるようにするために不可欠です。
熱脱脂の目的
熱脱脂は、金属射出成形(MIM)のような粉末冶金プロセスにおける重要なステップです。その主な機能は、一時的な接着剤として機能するポリマーとワックスの混合物である「バインダー」を除去することです。
このバインダーは、初期の未焼結状態、しばしば「グリーン」部品と呼ばれる状態で、部品にその形状と取り扱い強度を与えます。金属粒子が高温焼結炉で融合される前に、このバインダーは完全にきれいに除去されなければなりません。

バインダー焼却の段階
このプロセスは、明確な温度ゾーンを通過する旅であり、各段階はバインダーシステムの異なる成分を対象としています。最終的な温度プロファイルは、使用される特定のバインダーと部品の形状に大きく依存します。
低温段階(約150℃~300℃)
この初期段階では、バインダーの最も融点の低い成分、しばしばワックスが溶融し始め、表面に浸透したり気化したりします。
これは、部品内に細孔のネットワークを開くため、重要なステップです。この多孔性は、次のより積極的な段階で生成されるガスが逃げるための経路として機能します。
中温段階(約300℃~500℃)
これは、脱脂の最も重要でリスクの高い段階です。この段階で、バインダーシステムの主要な構造ポリマーが熱分解を受け、ガス状の副産物に分解されます。
ここでは加熱速度を極めて遅くする必要があります。温度が急速に上昇すると、ガス発生速度が細孔ネットワークを通って排出される速度を超え、部品の破損につながる可能性があります。
高温段階(約500℃~600℃)
この最終段階は、クリーンアップ段階として機能します。炉はこの高温に保持され、分解されたポリマーによって残された残留炭素が完全に焼き払われることを確実にします。
この段階を完了することは、良好な材料特性を達成し、その後の焼結プロセスでの汚染を防ぐために不可欠です。この後、部品は「ブラウン」部品として知られます。非常に脆いですが、バインダーは含まれていません。
トレードオフの理解:重要なプロセス変数
脱脂を成功させるには、バランスが重要です。単に炉を600℃に設定するだけでは、壊滅的な失敗につながります。サイクル全体を管理する必要があります。
急速加熱のリスク
欠陥の最も一般的な原因は、加熱速度が速すぎることです。これにより分解ガスが閉じ込められ、内部圧力の蓄積が引き起こされ、以下の原因となります。
- 亀裂:部品が圧力で文字通り破砕します。
- ブリスター:ガスのポケットが部品の表面に気泡を形成します。
- 歪み:部品が意図した形状からたるんだり、歪んだりします。
雰囲気の重要性
熱脱脂は、微細な金属粉末を酸化させるため、通常、周囲の空気中では行われません。このプロセスは、通常、不活性雰囲気(窒素やアルゴンなど)または真空中で行われます。
この制御された雰囲気は、バインダーの副産物を運び去るのに役立ち、最も重要なことに、金属粒子が焼結の準備が整うまで酸化から保護します。
部品形状の影響
厚い部品や大きな部品は、薄肉部品よりも脱脂がはるかに困難です。厚い部分の核まで熱が浸透するのに、はるかに時間がかかります。
さらに、分解ガスの排出経路もはるかに長くなります。このため、厚い部品ははるかに遅い加熱ランプを必要とし、プロセスが平衡に達するように特定の温度で長時間の「保持」が必要になる場合があります。
プロセスに合った適切な選択をする
理想的な熱脱脂サイクルは、バインダー、材料、部品の形状に固有のものです。ただし、一般的な原則がアプローチの指針となります。
- 部品の完全性を最優先する場合:特にバインダーの大部分が分解する300℃から500℃の間で、ゆっくりと控えめな加熱速度を優先してください。
- 厚肉部品の処理を最優先する場合:さらに遅い加熱プロファイルを導入し、主要な分解段階の前およびその間に等温保持を追加して、コアから表面まで均一な焼却を確保することを検討してください。
- プロセス最適化と速度を最優先する場合:まず信頼性の高い欠陥のないベースラインサイクルを確立し、次に小さな増分でランプ速度を慎重に上げて、各ステップで部品の品質を検証します。
最終的に、熱脱脂の成功は、最終温度に到達するだけでなく、忍耐と正確な制御によって達成されます。
概要表:
| 段階 | 温度範囲 | 主要プロセス | 重要因子 |
|---|---|---|---|
| 低温 | 約150℃~300℃ | 低融点ワックスの溶融/蒸発 | ガス排出のための初期多孔性を生成 |
| 中温 | 約300℃~500℃ | 主要ポリマーバインダーの分解 | 欠陥を避けるために遅い加熱速度が重要 |
| 高温 | 約500℃~600℃ | 残留炭素の焼却 | 焼結のためのきれいな部品を確保 |
KINTEKで欠陥のない熱脱脂を実現
熱脱脂の正確な温度サイクルと加熱速度をナビゲートすることは、高品質の金属射出成形(MIM)または粉末冶金部品を製造するために不可欠です。KINTEKは、脱脂と焼結に必要とされる厳密な制御のために設計された実験用炉と熱処理ソリューションを専門としています。
当社の専門知識と設備は、以下のことを支援します。
- 欠陥の防止:正確な温度制御とプログラム可能なランプにより、亀裂、ブリスター、歪みのリスクを最小限に抑えます。
- 困難な形状の処理:信頼性の高い均一な加熱により、厚肉または複雑な部品のサイクルを最適化します。
- プロセスの拡張:研究開発から生産まで、スループットと品質のニーズに合った適切な炉ソリューションを見つけます。
脱脂プロセスを最適化する準備はできましたか?当社の専門家が、お客様のラボの特定の要件に最適な熱処理装置の選択をお手伝いします。今すぐKINTEKにお問い合わせください。
ビジュアルガイド
関連製品
- 実験室用脱脂・予備焼結用高温マッフル炉
- 電気ロータリーキルン小型ロータリー炉バイオマス熱分解プラント
- 黒鉛真空炉 高熱伝導率フィルム黒鉛化炉
- 顧客メイド多用途CVDチューブ炉 化学気相成長チャンバーシステム装置
- 実験室用ラピッドサーマルプロセス(RTP)石英管炉



















