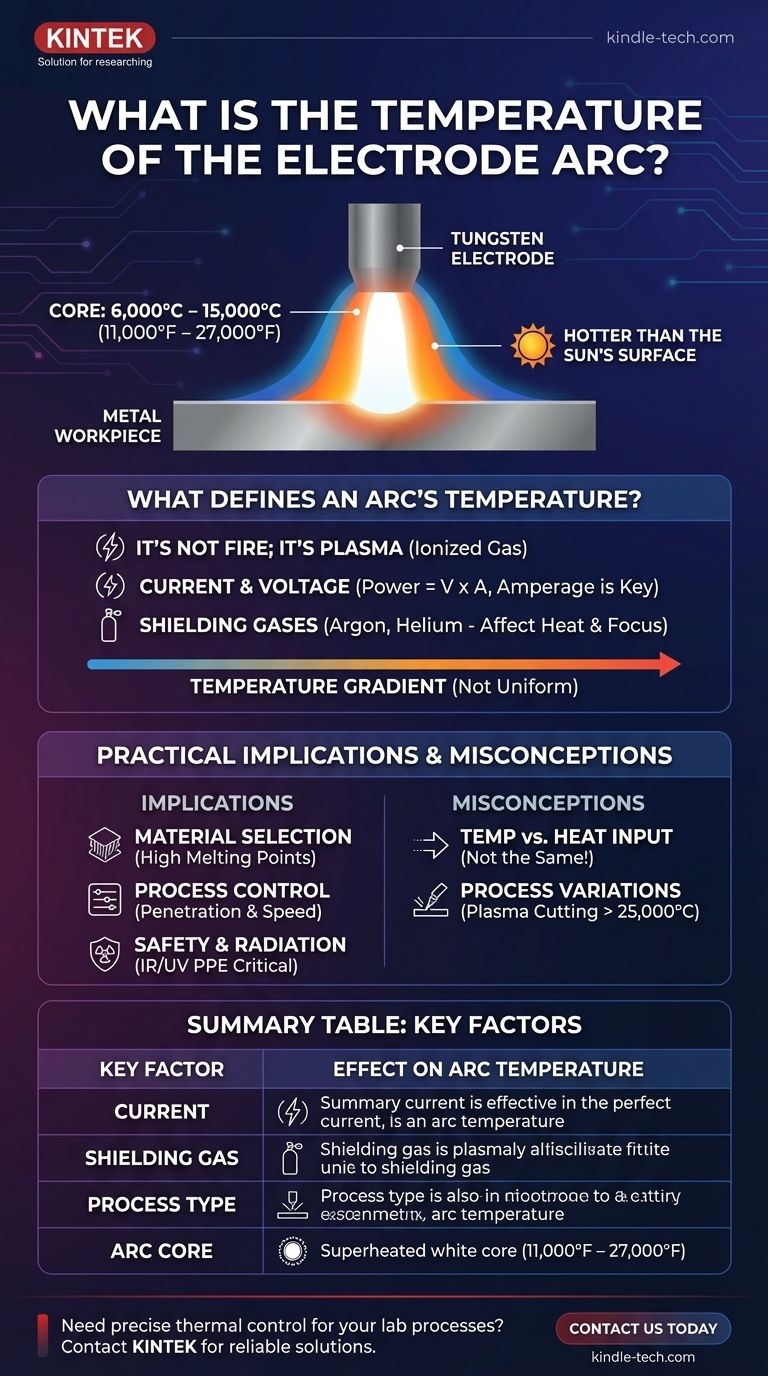
電気アークは非常に高温であり、電極アークのコア温度は通常6,000°Cから15,000°C(約11,000°Fから27,000°F)に達します。太陽の表面よりも高温であるこの温度は、固定された数値ではなく、特定のプロセス、電気設定、および関与するガスによって大きく異なります。
電極アークの途方もない温度は、静的な値ではなく、それが生成するプラズマの動的な特性です。アークを理解するということは、単一の数値から、そのエネルギーを支配する要因、すなわち電流、電圧、および周囲のガス環境に焦点を移すことを意味します。
アークの温度を定義するものとは?
電極アークの極度の熱は、燃焼や燃焼の産物ではありません。それは、プラズマの生成と電気エネルギーの流れによって引き起こされる基本的な物理現象です。
それは火ではなく、プラズマです
電気アークは、ガスを介した持続的な放電であり、プラズマとして知られる超高温のイオン化ガス柱を生成します。
このプラズマは物質の第4の状態であり、原子が電子を剥ぎ取られた状態です。この強烈な熱エネルギーは、この高エネルギー状態の直接の結果です。
電流と電圧の役割
アークによって供給されるエネルギーは、その電力の関数です(電力 = 電圧 × 電流)。
電流(アンペア数)が温度に最も大きな影響を与えます。電流を増やすと、より多くの電子がプラズマ柱を通過し、衝突が増加し、より強烈な熱が発生します。
シールドガスの影響
溶接などのプロセスでは、アークと溶融材料を保護するために、アルゴン、ヘリウム、二酸化炭素などのシールドガスが使用されます。
これらのガスは不活性な傍観者ではありません。それらは異なる熱特性を持っています。例えば、ヘリウムは高い熱伝導率を持ち、アルゴンがより集中的で安定したアークを生成するのに対し、より広く高温のアークを生成します。
単一の値ではなく、温度勾配
アークの温度は均一ではありません。最も高い温度が見られる非常に高温の中心コアまたはプラズマ柱があります。
このコアの周りには、より冷たい外層があります。温度が引用される場合、それはほとんど常にこの中心柱内の最高温度を指します。
実用的な意味合いを理解する
アークの温度は単なる学術的な数値ではありません。それは、金属の接合から作業者の安全確保まで、アークが実際のアプリケーションでどのように機能するかを直接決定します。
材料選択への影響
あらゆる既知の金属を溶融し、さらには気化させる能力は、アークの温度の直接的な結果です。
これが、電極材料(タングステンなど)が非常に高い融点を持たなければならない理由です。また、どの基本材料を効果的に溶接または切断できるかも決定します。
プロセスの制御
溶接では、アークのエネルギーを制御することが、作業者が結果を制御する方法です。
より高いアンペア数で達成されるより高温のアークは、母材へのより深い溶け込みをもたらします。より低温のアークは溶け込みが少なく、薄い材料や繊細な作業に適しています。
安全性と放射線
太陽の表面よりも高温の環境は、熱としてだけでなく、強烈な赤外線(IR)および紫外線(UV)放射として莫大な量のエネルギーを放出します。
この放射線は、「溶接工のフラッシュ」(アーク眼炎)や皮膚の火傷の原因となるため、適切な個人用保護具(PPE)が絶対に不可欠です。
避けるべき一般的な誤解
電気アークを含むプロセスを真に習得するには、単純な温度の数値を超えて、熱伝達のニュアンスを理解することが重要です。
アーク温度と入熱の混同
非常に高温のアークが、自動的にワークピースにより多くの熱が伝達されることを意味するわけではありません。
入熱は、電力と移動速度の関数です。高速で高温のアークは、低速で低温のアークよりも材料に伝達される総熱量が少ない場合があります。これは、歪みを制御する上で重要な要素です。
すべてのアークが同じであると仮定する
異なるプロセスは異なる種類のアークを使用します。TIG溶接アークは、精度と安定性のために設計されています。
対照的に、プラズマ切断アークは、小さな絞りノズルを通して強制的に排出されます。これにより、プラズマの温度と速度が劇的に増加し、金属を溶かすだけでなく、吹き飛ばすことができます。これらのアークは25,000°C(45,000°F)を超えることがあります。
これをあなたの目標に適用する
あなたの目標によって、どのアーク特性が最も重要であるかが決まります。温度と性能の間の関連性を理解することで、タスクに合わせてプロセスを調整できます。
- 溶接で深い溶け込みを達成することが主な焦点である場合:アークコアでのエネルギー密度を最大化する必要があります。これは、多くの場合、アンペア数を増やし、ヘリウム混合ガスのような熱伝導率の高いシールドガスを使用することによって行われます。
- 高速材料切断が主な焦点である場合:目標は最大温度とプラズマ速度であり、そのためプラズマ切断システムは、絞りオリフィスと高ガス圧を使用して、超高温で集束されたジェットを生成します。
- 薄い材料の歪みを制御することが主な焦点である場合:コアアーク温度が高くても、低いアンペア数と速い移動速度を使用することで、総入熱を最小限に抑える必要があります。
最終的に、電気アークを習得することは、それを単純な熱源としてではなく、制御可能な高エネルギープラズマの柱として理解することから生まれます。
要約表:
| 主要因 | アーク温度への影響 |
|---|---|
| 電流(アンペア数) | 電流が高いほど温度が大幅に上昇します。 |
| シールドガス(例:アルゴン、ヘリウム) | ガスの熱特性がアークの焦点と熱を変化させます。 |
| プロセスタイプ(例:TIG vs. プラズマ切断) | プラズマ切断アークは25,000°Cを超えることがあります。 |
| アークコア vs. 外層 | 温度は単一の均一な値ではなく、勾配です。 |
研究室のプロセスに正確な熱制御が必要ですか? 材料接合、切断、高温研究のいずれが目標であっても、極限の熱を理解し管理することは非常に重要です。KINTEKは、熱応用向けの信頼性の高いソリューションで研究室のニーズに応える、研究室機器および消耗品の専門家です。当社の専門家が、優れた結果を達成し、研究室の効率を高めるための適切な機器の選択をお手伝いします。今すぐお問い合わせください!
ビジュアルガイド
関連製品
- 電気化学実験用電極ホルダー
- 金属ディスク電極 電気化学電極
- 電気化学実験用電極研磨材
- 電気化学用途向け回転白金ディスク電極
- RRDE 回転ディスク(リングディスク)電極 / PINE、日本ALS、スイスMetrohm ガラスカーボン プラチナ対応