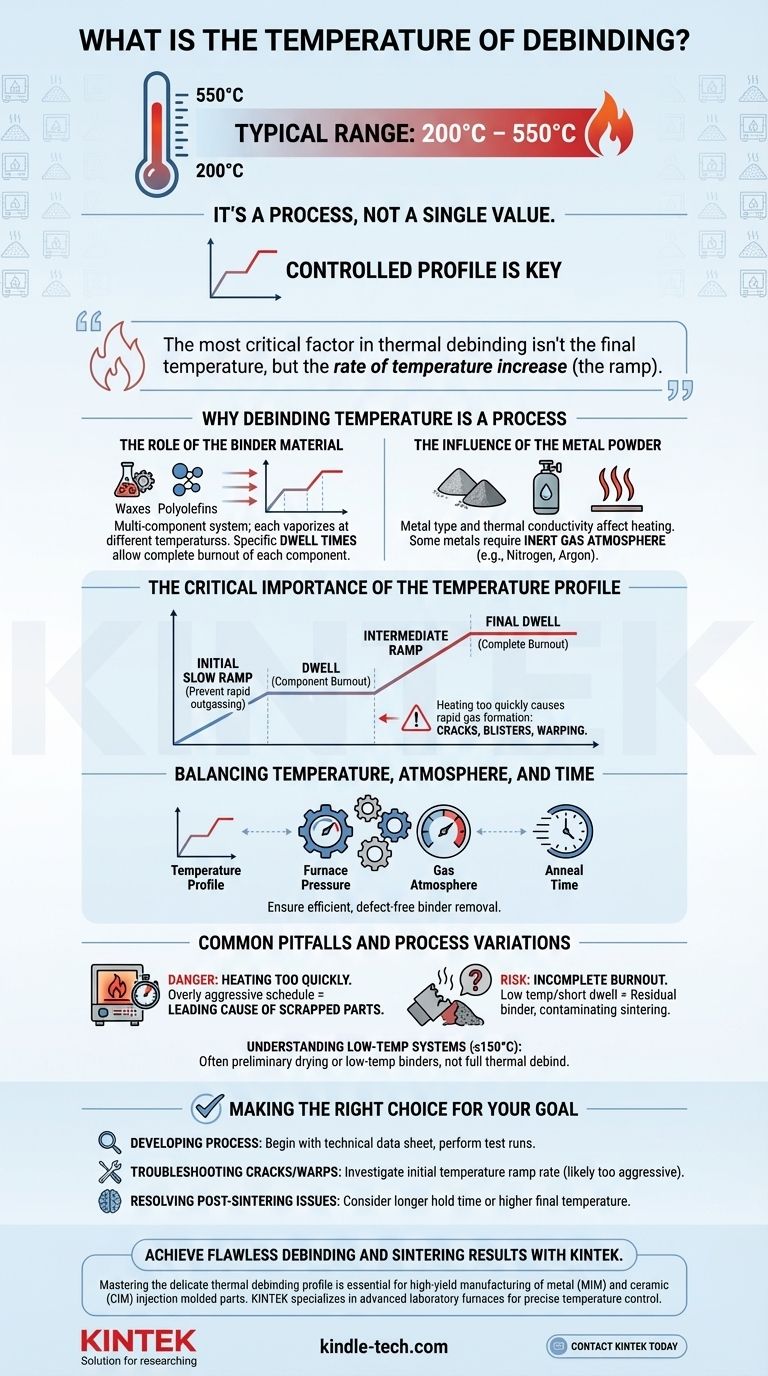
正確に言えば、熱脱脂の温度は単一の値ではなく、慎重に制御されたプロファイルであり、通常は200℃から550℃の間で動作します。正確な温度と昇温速度は、使用されている特定のポリマーバインダーシステムと部品内の金属粉末の種類によって完全に決定されます。目標は、欠陥を発生させることなく、バインダーをゆっくりと完全に除去することです。
熱脱脂における最も重要な要素は最終温度ではなく、温度上昇の速度(ランプ)です。加熱が速すぎると急速なガスが発生し、部品が焼結炉に到達する前に部品に亀裂が入ったり、反ったり、その他の損傷を与えたりする可能性があります。
脱脂温度が「数値」ではなく「プロセス」である理由
温度範囲の「理由」を理解することは、高品質の部品を製造するために不可欠です。プロセス全体は、壊れやすい「グリーン」部品からバインダー材料を安全に排出するように設計されたデリケートなバランスです。
バインダー材料の役割
バインダーは単一の物質ではなく、ワックスやポリオレフィンなどのポリマーの混合物であることが多い、複数のコンポーネントシステムです。各コンポーネントは、異なる温度で蒸発または熱分解します。 温度プロファイルは、さまざまなポイントで特定の保持時間をプログラムする必要があります。これにより、バインダーの1つのコンポーネントが完全に燃焼し尽くしてから、次のより高温のコンポーネントに対処するために温度を上昇させることができます。
金属粉末の影響
金属粉末自体もプロセスに影響を与える可能性があります。一部の金属は酸化に対して非常に敏感であるため、脱脂を特定の不活性ガス雰囲気(窒素やアルゴンなど)中で行う必要があります。
さらに、金属粉末の熱伝導率は、熱が部品内を移動する方法に影響を与え、コアが表面と同じ速度で脱脂されるようにするために必要なランプ速度と保持時間を左右します。

温度プロファイルの極めて重要な重要性
成功する脱脂サイクルは、その温度プロファイル、つまりプログラムされた加熱速度と保持のシーケンスによって定義されます。このプロファイルは、単一の温度測定値よりもはるかに重要です。
初期の緩やかなランプ
サイクルの開始は最も危険な段階です。緩やかな初期ランプは、低温のバインダーコンポーネントがガス化しすぎるのを防ぐために不可欠です。
この急激なガス放出は大きな内部圧力を発生させ、脱脂で最も一般的な欠陥である亀裂、気泡、部品の変形を引き起こします。
温度、雰囲気、時間のバランスをとる
温度は単独で機能するわけではありません。他の炉のパラメーターと慎重にバランスをとる必要があります。
炉の圧力やガス雰囲気の組成などの要因は、バインダーが効率的かつ望ましくない化学反応を引き起こさずに除去されるように、温度プロファイルとアニーリング時間と並行して制御する必要があります。
一般的な落とし穴とプロセスのバリエーション
完璧な脱脂を実現するには、一般的な間違いを避け、すべてのシステムが同じではないことを理解する必要があります。
加熱が速すぎる危険性
主な落とし穴は、過度に積極的な加熱スケジュールです。これはスクラップ部品の主な原因です。サイクル時間を短縮したいという願望は、部品の亀裂や反りを引き起こす場合、コストがかかる可能性があります。
不完全な燃焼のリスク
逆に、温度が低すぎるか、保持時間が短すぎると、高温のバインダーコンポーネントの一部が部品内に残る可能性があります。
この残留バインダーは焼結炉を汚染する可能性があり、さらに重要なことに、はるかに高温の焼結フェーズ中に激しくガスを放出し、手遅れになったときに部品を破壊する可能性があります。
低温システムの理解
最高温度が150℃など、低温で動作するシステムに遭遇するかもしれません。これらは通常、完全な熱脱脂用ではありません。
代わりに、溶剤脱脂プロセスの後の予備乾燥ステップや、極低温コンポーネントを持つバインダーシステムによく使用されます。すべての有機物を除去するための完全な熱脱脂には、ほとんどの場合200℃を超える温度が必要になります。
目標に合った正しい選択をする
プロセスを定義するには、まず優先順位を定義する必要があります。脱脂プロファイルは、特定のバインダー、材料、部品のジオメトリに合わせて設計する必要があります。
- 新しいプロセスの開発に重点を置く場合:バインダーまたはフィードストックサプライヤーの技術データシートから始め、重要度の低い部品でテスト実行を行います。
- 亀裂や反りのトラブルシューティングに重点を置く場合:すぐに初期の温度ランプ速度を確認してください。それは部品のジオメトリや厚さに対してほとんどの場合積極的すぎます。
- 焼結後の問題解決に重点を置く場合:不完全なバインダー燃焼の可能性を考慮し、脱脂プロファイルでより長い保持時間やわずかに高い最終温度が必要になる場合があります。
結局のところ、熱脱脂プロファイルを習得することが、金属(MIM)およびセラミック(CIM)射出成形部品の一貫した高収率製造を実現するための鍵となります。
要約表:
| 主要な側面 | 説明 |
|---|---|
| 典型的な温度範囲 | 200℃~550℃ |
| 主な目標 | 欠陥(亀裂、反り)を発生させずにバインダーを完全に除去する。 |
| 最も重要な要素 | 最終温度ではなく、温度上昇の速度(ランプ)。 |
| 主な影響要因 | バインダーシステムの組成と金属/セラミック粉末の種類。 |
| 一般的な落とし穴 | 加熱が速すぎることによる急速なガス発生と部品の破損。 |
KINTEKで完璧な脱脂および焼結結果を達成しましょう。
デリケートな熱脱脂プロファイルを習得することは、金属(MIM)およびセラミック(CIM)射出成形部品の一貫した高収率製造に不可欠です。KINTEKは、正確な温度制御と均一な加熱を実現するように設計された高度な実験室用炉と消耗品を専門としており、バインダーが安全かつ完全に除去されることを保証します。
当社の専門家は、お客様が適切な機器を選択し、プロセスを最適化して、亀裂や反りなどの一般的な欠陥を回避できるよう支援します。お客様の研究所が一貫した高品質の結果を得るために必要な信頼性の高い熱ソリューションを提供します。
お客様固有の脱脂および焼結要件について相談するには、今すぐKINTEKにお問い合わせください。
ビジュアルガイド
関連製品
- 実験室用脱脂・予備焼結用高温マッフル炉
- 電気ロータリーキルン小型ロータリー炉バイオマス熱分解プラント
- 実験室マッフル炉 底部昇降式マッフル炉
- 炭素材料用黒鉛真空炉底排出黒鉛炉
- 制御窒素不活性水素雰囲気炉



















