焼結に単一の最低温度というものはありません。これは、焼結が水の凝固点のような固定された物理的現象ではなく、加熱される材料に完全に依存するプロセスであるためです。焼結は原子拡散によって駆動され、これはプラスチック、金属、セラミックスで大きく異なる温度で発生します。
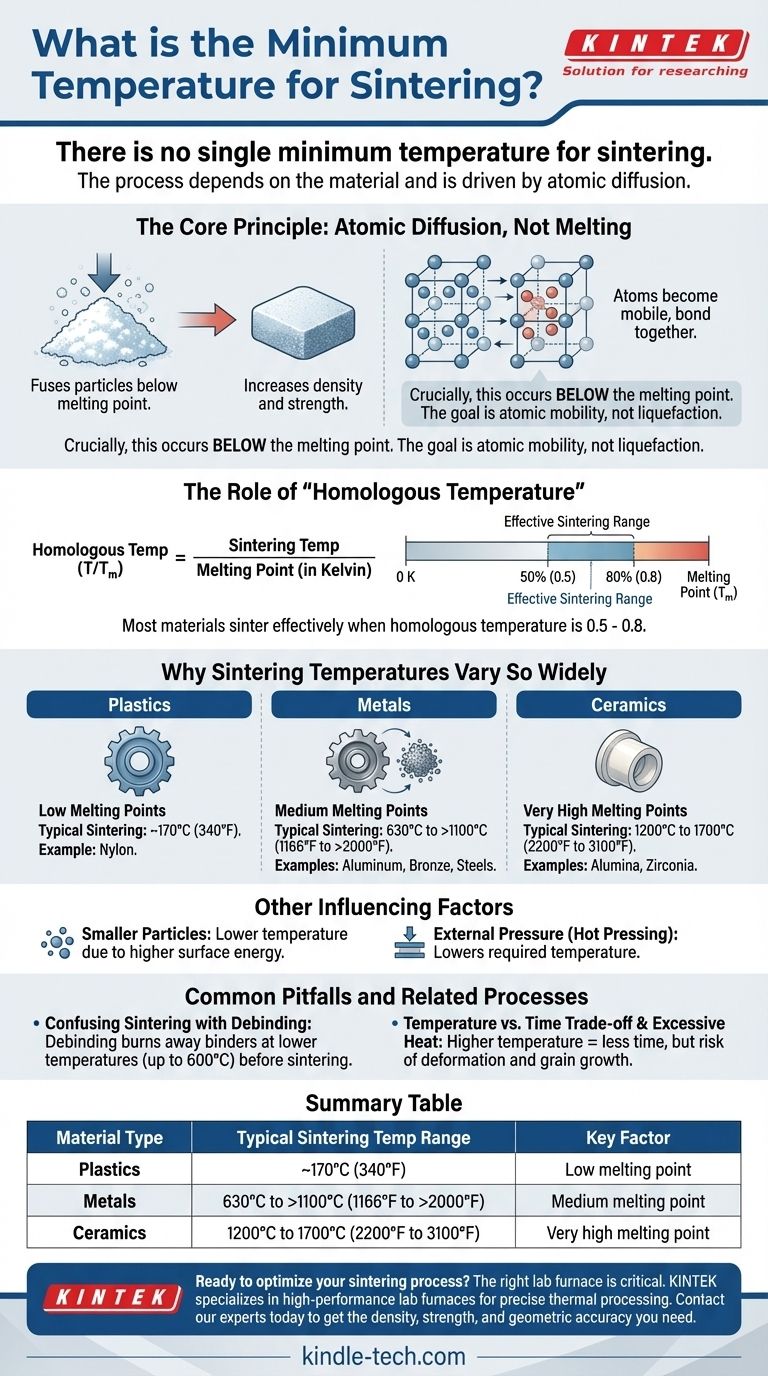
理解すべき重要な概念は、焼結温度が材料の融点に相対的であるということです。経験則として、効果的な焼結は、材料の絶対融点の50%から80%の間の温度で発生し、材料が形状を失うことなく原子が粒子を結合させます。
核心原理:融解ではなく原子拡散
焼結とは何か
焼結は、材料の粒子を融合させ、密度と強度を高める熱プロセスです。
一握りのバラバラの雪を押し固めて固い雪玉を作ることを想像してみてください。焼結における熱と圧力は、原子レベルで同様の効果を達成し、個々の粒子を固い塊に結合させます。
重要なのは、これが材料の融点以下で起こるということです。目標は、材料を液体に変えるのではなく、原子が結合できるほど十分に移動できるようにすることです。
「同族温度」の役割
焼結温度を理解する鍵は、同族温度の概念です。
これは、焼結温度と材料の融点の比率であり、両方とも絶対スケール(ケルビン)で測定されます。
ほとんどの材料は、同族温度が0.5から0.8(または50%から80%)に達すると効果的に焼結を開始します。この範囲は、原子が粒子境界を越えて拡散し、粒子間の隙間を埋めるのに十分な熱エネルギーを提供します。

焼結温度がこれほど大きく異なる理由
焼結温度は融点の割合であるため、材料間の融点の大きな違いは、焼結温度の同様に広い範囲につながります。
材料の種類が主要な要因
- プラスチック:融点が低いため、ナイロンなどの一部のプラスチックは170°C(340°F)という低い温度で焼結できます。
- 金属:一般的な金属はかなり多くの熱を必要とします。ある分析で言及されている630°Cはアルミニウムや青銅合金に典型的であり、鋼は1100°C(2000°F)をはるかに超える温度を必要とします。
- セラミックス:アルミナやジルコニアなどのセラミックスは融点が非常に高いため、1200°Cから1700°C(2200°Fから3100°F)の範囲の非常に高い焼結温度を必要とすることがよくあります。
その他の影響要因
材料の種類が支配的ですが、他の要因によって必要な温度が調整されることがあります。
小さな粒子は表面エネルギーが高く、大きな粒子よりもわずかに低い温度で焼結します。加熱中に外部圧力を加える(ホットプレスと呼ばれるプロセス)ことでも、必要な温度を下げることができます。
一般的な落とし穴と関連プロセス
焼結と脱脂の混同
脱脂は、一部の金属およびセラミックス製造で使用される別個の予備工程です。
このプロセスは、低い熱(通常600°Cまで)を使用して、粒子をグリーン状態で保持するポリマー「バインダー」を焼き払います。実際の焼結は、脱脂段階が完了し、温度がはるかに高められた後にのみ開始されます。
温度と時間のトレードオフ
焼結は温度と時間の両方の関数です。
多くの場合、わずかに低い温度でより長い時間焼結することで、同様の密度を達成できます。逆に、より高い温度では、より短い時間で同じ結果を達成できます。このトレードオフは、プロセス最適化にとって重要です。
過剰な熱のリスク
高すぎる温度、または融点に近すぎる温度を使用すると、有害となる可能性があります。部品がたるんだり変形したりして、意図した形状を失う可能性があります。また、材料の微細構造内で過剰な結晶粒成長を引き起こす可能性があり、これは多くの場合、脆性などの劣悪な機械的特性につながります。
目標に合った適切な選択をする
正しい温度を決定するには、まず材料と目的を定義する必要があります。
- 既知の材料を扱うことに重点を置く場合:その材料の確立された業界標準から始めます。これは、その絶対融点の50〜80%の範囲に収まります。
- プロセスを最適化することに重点を置く場合:温度と時間のトレードオフを慎重に検討します。より低い温度でより長い時間焼結することで、不要な結晶粒成長を防ぎ、最終部品の特性を向上させることができます。
- 部品の変形トラブルシューティングに重点を置く場合:温度が高すぎる可能性がほぼ確実にあります。幾何学的精度を維持するために、材料の融点より十分低い温度に下げてください。
最終的に、焼結が原子運動のプロセスであることを理解することで、温度、時間、材料特性をインテリジェントにバランスさせることで結果を制御できるようになります。
要約表:
| 材料の種類 | 典型的な焼結温度範囲 | 主要因 |
|---|---|---|
| プラスチック | 〜170°C (340°F) | 低融点 |
| 金属 | 630°C〜1100°C超 (1166°F〜2000°F超) | 中融点 |
| セラミックス | 1200°C〜1700°C (2200°F〜3100°F) | 非常に高い融点 |
焼結プロセスを最適化する準備はできていますか?適切なラボ炉は、特定の材料の温度と時間の完璧なバランスを達成するために不可欠です。KINTEKは、プラスチック、金属、セラミックスの精密な熱処理用に設計された高性能ラボ炉と消耗品を専門としています。今すぐ当社の専門家にご連絡ください。お客様の用途について話し合い、必要な密度、強度、幾何学的精度を確実に得られるようにします。
ビジュアルガイド