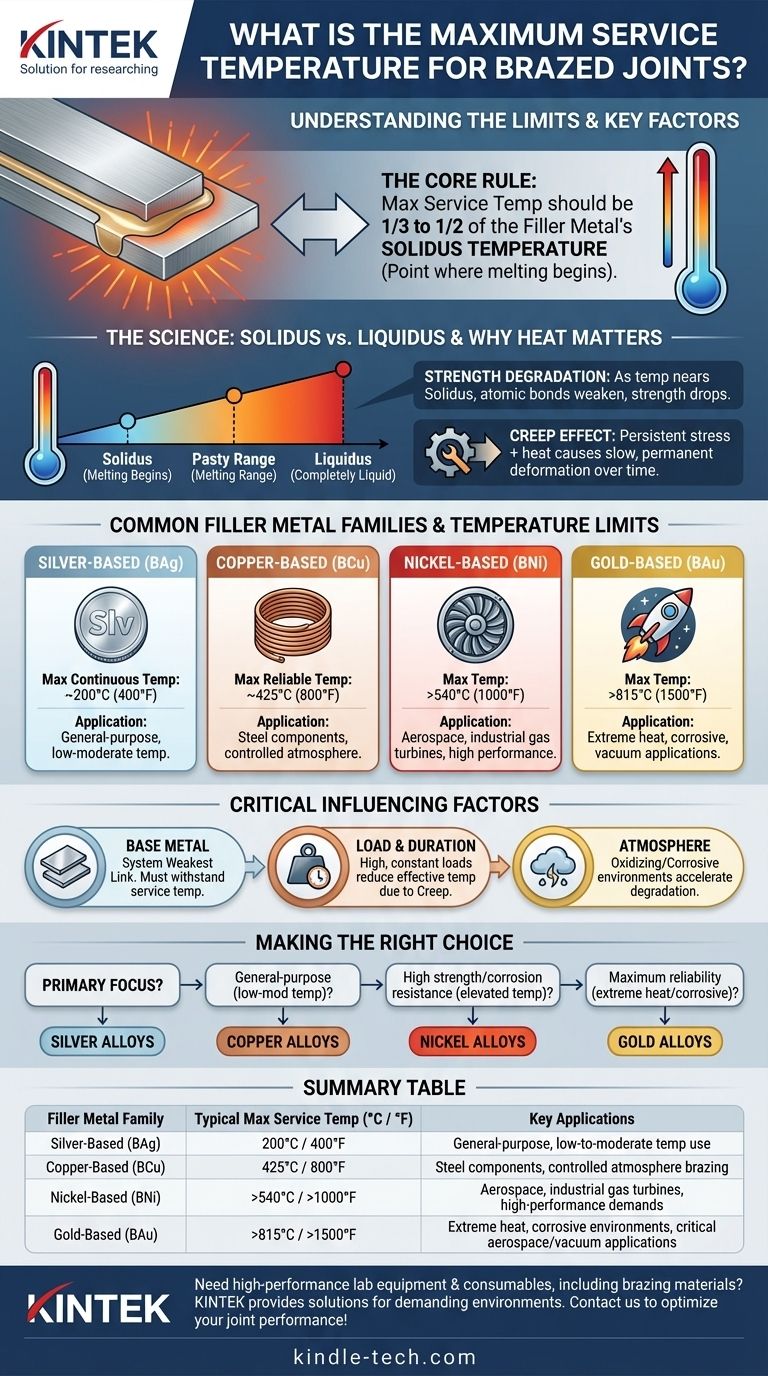
ろう付け接合部の最高使用温度は単一の値ではなく、使用されるろう材の特性によって根本的に決まります。信頼できる工学的な経験則として、最高使用温度はろう材の固相線温度(溶融を開始する温度)の3分の1から2分の1を超えないようにすべきです。
重要な点は、ろう付け接合部の強度は温度が上昇するにつれて著しく低下するということです。安全な使用限界は、ろう材の融点のごく一部であり、接合部が設計された荷重を時間経過とともに破損することなく処理できる十分な強度を維持することを保証します。
核心原理:固相線温度を基準として
ろう付け接合部に温度限界がある理由を理解するには、まず結合を形成するろう材の挙動を理解する必要があります。
固相線と液相線の定義
すべてのろう付け合金には、2つの主要な点によって定義される融解範囲があります。
固相線は、合金が最初に溶融し始める温度です。この点より下では、合金は完全に固体です。
液相線は、合金が完全に液体になる温度です。これら2つの点の間の範囲は、合金の「半溶融」または融解範囲です。
なぜ熱によって強度が低下するのか
ろう付け接合部の使用温度がろう材の固相線に近づくと、材料の強度は劇的に低下します。原子結合が弱まり、材料はより柔らかくなり、応力下での変形に対してより敏感になります。
この弱化が、かなりの安全マージンが必要とされる理由です。接合部を固相線温度に近づけすぎると、特に継続的な荷重下で破損を招くことになります。
クリープの影響
クリープとは、固体材料が持続的な機械的応力の影響下でゆっくりと移動したり、永久に変形したりする傾向のことです。この効果は温度に大きく依存します。
固相線よりはるかに低い温度でも、一定の荷重下にある接合部(パイプ内の圧力やタービンブレードにかかる回転力など)はゆっくりと変形します。温度と荷重が高いほど、クリープは速くなり、最終的には接合部の破損につながります。
一般的なろう材ファミリーのガイド
ろう材ファミリーの選択は、接合部の使用温度を決定する主要な要因です。
銀系合金 (BAg)
これらは汎用性が高く、広く使用されている合金です。多くの母材に対して優れた流れと濡れ性を提供しますが、一般的なグループの中では最も耐熱性が低いです。
連続使用の典型的な最高使用温度は、約200°C (400°F)です。
銅系合金 (BCu)
純銅および銅-リン合金は、制御された雰囲気下で鋼、ステンレス鋼、ニッケル合金のろう付けによく使用されます。
これらは耐熱性が大幅に向上し、425°C (800°F)までの信頼性の高い使用が可能です。
ニッケル系合金 (BNi)
ニッケル合金は、高温で優れた強度、耐食性、耐酸化性を必要とする高性能アプリケーションの標準です。
これらは航空宇宙および産業用ガスタービンで一般的であり、使用温度はしばしば540°C (1000°F)を超え、一部の特殊合金ははるかに高い性能を発揮します。
金系合金 (BAu)
金合金は、最も要求の厳しいアプリケーション向けのプレミアムな選択肢です。極端な環境下で優れた延性、耐酸化性、耐食性を提供します。
これらの合金は、使用温度が815°C (1500°F)を超える可能性のある重要な航空宇宙および真空アプリケーションで使用されます。
トレードオフと重要な要因の理解
ろう材は方程式の一部にすぎません。真に信頼性の高い接合部は、アプリケーションの全体的な視点に依存します。
母材の役割
ろう付け接合部はシステムです。接合される母材が使用温度に耐えられない場合、ろう材の強度は無関係です。最大動作温度は、常にアセンブリ内の最も弱いコンポーネントによって制限されます。
荷重と使用期間
接合部にかかる応力の大きさと種類は重要です。クリープの影響により、高い一定荷重下にある接合部は、軽微で断続的な荷重を経験する接合部よりも実効的な使用温度が低くなります。
大気条件
接合部が動作する環境は主要な役割を果たします。酸化性または腐食性の雰囲気にさらされる接合部は、真空または不活性環境で動作する接合部よりも高温で早く劣化します。ろう材は、その使用環境と化学的に適合している必要があります。
アプリケーションに最適な選択をする
適切なろう材を選択するには、性能要件とコスト、製造可能性のバランスを取る必要があります。
- 中低温度での汎用使用が主な焦点の場合:銀合金は、幅広い母材に対して優れた費用対効果の高いソリューションを提供します。
- 425°C (800°F)までの使用のために鋼部品を接合することが主な焦点の場合:銅とその合金は、保護雰囲気下でろう付けが行われる限り、信頼性が高く経済的な選択肢を提供します。
- 高温での高強度と耐食性が主な焦点の場合:ニッケル系合金は、航空宇宙および産業製造における要求の厳しいアプリケーションの業界標準です。
- 極度の熱と腐食環境での最大限の信頼性が主な焦点の場合:金およびその他の貴金属合金は、かなりのコストプレミアムがかかるものの、究極の性能を提供します。
ろう材の能力を設計の特定の熱的、機械的、環境的要件と一致させることで、自信と信頼性のあるろう付け接合部を設計することができます。
要約表:
| ろう材ファミリー | 典型的な最高使用温度(°C / °F) | 主な用途 |
|---|---|---|
| 銀系 (BAg) | 200°C / 400°F | 汎用、中低温度での使用 |
| 銅系 (BCu) | 425°C / 800°F | 鋼部品、制御雰囲気ろう付け |
| ニッケル系 (BNi) | >540°C / >1000°F | 航空宇宙、産業用ガスタービン、高性能要求 |
| 金系 (BAu) | >815°C / >1500°F | 極度の熱、腐食環境、重要な航空宇宙/真空アプリケーション |
ろう付け接合部が高温に耐えられることを確認する必要がありますか? KINTEKは、高性能な実験装置と消耗品を提供することに特化しており、要求の厳しい実験室および産業環境向けに調整されたろう付け材料とソリューションも含まれます。当社の専門家は、信頼性の高い高温接合部を実現するための適切なろう材とプロセスを選択するお手伝いをいたします。今すぐお問い合わせください。お客様の特定のアプリケーション要件について話し合い、KINTEKの信頼できるソリューションで接合部の性能を向上させましょう!
ビジュアルガイド