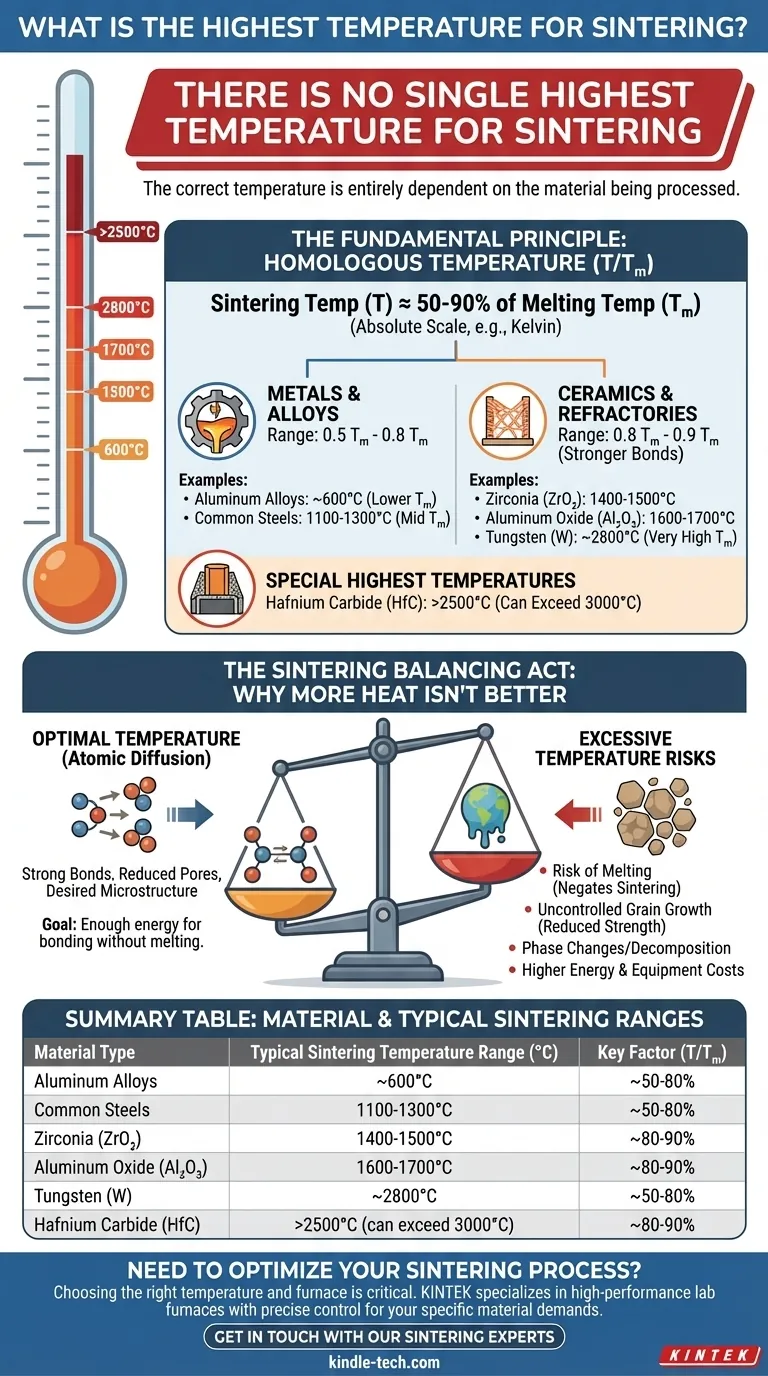
焼結に単一の最高温度というものはありません。適切な温度は処理する材料に完全に依存するからです。焼結は材料の融点未満で起こる原子拡散のプロセスであるため、タングステン(約2800℃)のような超硬金属にとっての「最高」の実行可能な焼結温度は、アルミニウム合金(約600℃)のそれとは劇的に異なります。
重要な点は、焼結温度は絶対値ではなく相対値であり、通常は材料の絶対融点の50%から90%の間に収まるということです。目標は、材料が溶融したり、その微細構造が劣化したりすることなく、原子が粒子境界を越えて結合するのに十分な熱エネルギーを提供することです。
焼結温度の基本原理
普遍的な温度が存在しない理由を理解するには、まず焼結の核となるメカニズムを把握する必要があります。このプロセスは融解に依存するのではなく、固相拡散に依存します。
原子拡散の活性化
熱は、粉末粒子の表面上の原子が移動できるようにする運動エネルギーを提供します。この移動、すなわち拡散により、原子は粒子間の境界を越えて移動し、強力な金属結合またはセラミック結合を形成し、それらの間の気孔を徐々に解消します。
「ホモロガス温度」の法則
焼結温度を推定するための信頼できるガイドラインは、ホモロガス温度(T/Tₘ)の概念です。ここで、Tは焼結温度、Tₘは融解温度であり、どちらもケルビンなどの絶対スケールで表されます。
ほとんどの金属では、効果的な焼結はTₘの0.5倍から0.8倍の間で発生します。
より強力な原子結合と遅い拡散速度を持つセラミックスの場合、その範囲は通常より高く、多くの場合Tₘの0.8倍から0.9倍の間になります。

一般的な材料の焼結温度
融点の大きな違いは、同様に大きな焼結温度の範囲につながります。
金属および合金
一般的な鋼は、約1100~1300℃(2012~2372°F)で焼結されます。それとは対照的に、融点が3422℃と非常に高いタングステンは、炉技術の限界に迫る2800℃(5072°F)近い焼結温度を必要とします。
高性能セラミックス
技術セラミックスは、完全な密度を達成するために非常に高い温度を必要とします。広く使用されているセラミックであるアルミナ(Al₂O₃)は、通常1600~1700℃(2912~3092°F)で焼結されます。ジルコニア(ZrO₂)は、わずかに低い1400~1500℃(2552~2732°F)の範囲で処理されることがよくあります。
最高温度:超硬合金
最も高い焼結温度は、超高温セラミックス(UHTC)および超硬化合物に予約されています。融点が約3900℃の炭化ハフニウム(HfC)のような材料は、スパークプラズマ焼結などの特殊な技術を使用すると、2500℃をはるかに超え、時には3000℃を超える焼結温度を必要とすることがあります。
トレードオフの理解:なぜ熱量が多いほど良いわけではないのか
単に温度を上げることは、劣悪な結果につながることが多い誤った戦略です。このプロセスは慎重なバランスです。
溶融のリスク
最も明白なリスクは、材料の固相線温度を超えることです。これにより部分的な、または完全な溶融が発生し、焼結の目的が無効になります。結果として得られる部品は鋳造されたものとなり、焼結されたものではなく、完全に異なり制御されていない微細構造を持つことになります。
制御不能な結晶粒成長
融点以下であっても、過度の温度(または保持時間)は結晶粒成長を促進します。小さな結晶粒がより大きな結晶粒に合体すると、特に強度と硬度に関して、材料の機械的特性はしばしば大幅に低下します。
相変化と分解
一部の複雑な合金や化合物では、高温が望ましくない相転移を引き起こす可能性があります。他のケースでは、材料が融点に達する前に分解したり、炉雰囲気と反応したりすることがあります。
実際的および経済的コスト
より高い温度は、特殊な発熱体と断熱材を備えた、より高度で高価な炉システムを必要とします。エネルギー消費量とメンテナンスコストは劇的に増加し、厳密に必要な場合でなくても、プロセスは経済的に実行不可能になります。
目標に合わせた適切な選択
最適な焼結温度は、常に特定の材料と望ましい結果の関数です。
- 最大の密度を達成することに主な焦点を当てる場合: 材料の推奨される焼結範囲の上限で操作することになりますが、過度の結晶粒成長を防ぐために温度での時間を注意深く制御する必要があります。
- 優れた機械的特性のために微細な微細構造を維持することに主な焦点を当てる場合: より長い時間、より低い温度を使用するか、過度の熱なしに拡散を促進するために圧力支援技術(熱間静水圧プレスなど)を採用することがあります。
- 費用対効果の高い生産に主な焦点を当てる場合: アプリケーションの最小限必要な密度と性能仕様を達成できる、可能な限り低い温度を見つける必要があります。
結局のところ、正しい焼結温度を決定することは、原子拡散を促進することと微細構造の損傷を防ぐこととの間の正確なバランス行為です。
要約表:
| 材料の種類 | 一般的な焼結温度範囲(℃) | 主な要因 |
|---|---|---|
| アルミニウム合金 | 約600℃ | 融点の約50-80% (T/Tₘ) |
| 一般的な鋼 | 1100-1300℃ | 融点の約50-80% (T/Tₘ) |
| ジルコニア(ZrO₂) | 1400-1500℃ | 融点の約80-90% (T/Tₘ) |
| アルミナ(Al₂O₃) | 1600-1700℃ | 融点の約80-90% (T/Tₘ) |
| タングステン(W) | 約2800℃ | 融点の約50-80% (T/Tₘ) |
| 炭化ハフニウム(HfC) | >2500℃(3000℃を超える場合がある) | 融点の約80-90% (T/Tₘ) |
焼結プロセスの最適化が必要ですか?
適切な焼結温度の選択は、原子拡散を促進することと微細構造の損傷を防ぐこととの間の正確なバランス行為です。使用する炉は、設定する温度と同じくらい重要です。
KINTEKは、一般的な鋼から超高温セラミックスまで、焼結用途の正確な要求を満たすように設計された高性能ラボ用炉および装置を専門としています。当社のソリューションは、特定の材料の最適な密度と微細構造を達成するために必要な正確な温度制御と均一な加熱を提供します。
当社の専門知識と装置が、優れた焼結結果の達成にどのように役立つかについて、今すぐお問い合わせください。お客様の実験室のニーズに最適な熱ソリューションを見つけましょう。
ビジュアルガイド