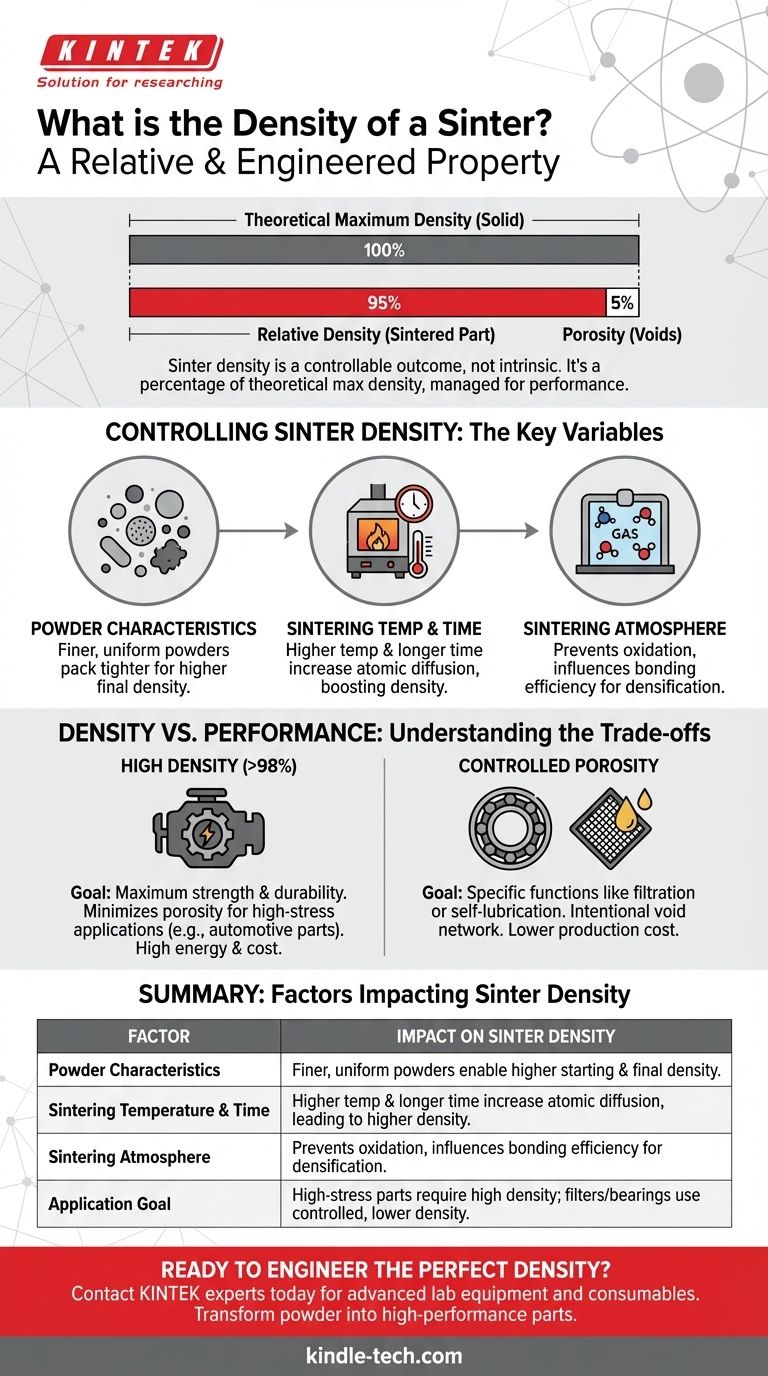
重要なことに、「焼結体」には単一の固定された密度はありません。 その代わりに、焼結部品の密度は非常に可変的で設計された特性です。最も正確には、それは相対密度として記述され、これは部品の製造に使用された固体材料の理論上の最大密度に対するパーセンテージです。例えば、焼結鋼部品の密度は、ソリッドな非焼結鋼棒の密度の95%である可能性があります。
把握すべき中心的な概念は、焼結部品の密度は固有の特性ではなく、製造工程の制御可能な結果であるということです。この制御により、エンジニアは意図的に多孔性を管理し、機械的性能、特殊機能、および生産コストのバランスをとることができます。
密度が定数ではなく変数である理由
焼結部品は、圧縮され、加熱される微粉末の集合体として始まります。このプロセスにより、元の粉末粒子の間に本質的に微細な空隙が残ります。
理論密度と相対密度
理論密度とは、材料が完全にソリッドで空隙のない塊であった場合の、ベース材料の最大可能な密度です。
焼結部品の主要な指標である相対密度は、部品の実際の測定密度を理論密度で割ったもので、パーセンテージで表されます。部品が100%高密度になることはありませんが、高性能用途では可能な限りそれに近づけることを目指します。
多孔性の役割
焼結プロセス後に残る空隙は多孔性として知られています。多孔性の量は部品の密度に直接影響します。多孔性が高いほど、相対密度は低くなります。焼結の最初の目標は、最大かつ最も重要な気孔を除去するために、相対密度が75%を超えることです。

焼結プロセスが密度を制御する方法
部品の最終密度は偶然の結果ではなく、製造中の注意深く制御された変数の直接的な結果です。
粉末特性の影響
初期粉末粒子のサイズ、形状、分布は根本的な役割を果たします。より微細で均一な粉末はより密接に充填できるため、より高い初期密度とより高密度の最終製品につながります。
焼結温度と時間の影響
より高い焼結温度とより長い保持時間は、原子により多くのエネルギーと拡散の機会を与え、粒子間の隙間を閉じます。高温焼結は高密度に直接関連しており、それが結果的により優れた引張強度と衝撃エネルギーにつながります。
雰囲気の影響
炉内の雰囲気(真空、窒素、アルゴンなど)は酸化を防ぎ、粒子表面での化学反応に影響を与え、それらがどれだけ効率的に結合し、高密度化するかを左右します。
トレードオフの理解:密度対性能
「適切な」密度は、部品の意図された用途に完全に依存します。最大密度を達成することと、コストや望ましい機能などの他の要素との間にトレードオフが存在することがよくあります。
完全高密度化の目標
エンジン部品やトランスミッション部品などの高応力用途では、可能な限り高い密度(しばしば98%超)を達成することが目標となります。これにより、応力集中点となり得る多孔性が最小限に抑えられ、強度や疲労耐性などの機械的特性が最大化されます。
制御された多孔性の利点
場合によっては、多孔性が望ましい特徴となります。例えば、自己潤滑ベアリングは意図的に制御された多孔性で製造されます。これらの空隙には油が含浸され、動作中に放出されて連続的な潤滑を提供します。同様に、焼結金属フィルターは機能するために相互接続された細孔に依存しています。
コスト要因
非常に高い密度を達成するには、より多くのエネルギー、より長い炉サイクル、またはより複雑な多段階焼結プロセスが必要です。重要度の低い部品については、製造コストを大幅に削減しながら、許容できる機械的性能との信頼できるバランスを提供する、より低い目標密度を選択する場合があります。
目標に合った適切な選択をする
焼結部品の最適な密度は、最終用途によって決まります。焼結プロセスを操作することにより、同じベース粉末から幅広い材料特性を設計することができます。
- 最大の強度と耐久性が主な焦点である場合: 可能な限り高い相対密度を目指し、多孔性を最小限に抑えて、ソリッドな圧延材の特性に近づいた部品を作成します。
- フィルターまたは自己潤滑部品の作成が主な焦点である場合: 制御された相互接続された細孔のネットワークを作成するために、意図的に特定の、より低い密度を設計します。
- 重要でない部品のコスト効率が主な焦点である場合: 許容できる機械的性能とより低い製造コストとの信頼できるバランスを提供する、中程度の相対密度を目標とします。
結局のところ、焼結部品の密度を制御することが、単純な粉末を高性能な設計部品へと変える方法です。
要約表:
| 要因 | 焼結密度への影響 |
|---|---|
| 粉末特性 | より微細で均一な粉末は、より高い初期密度と最終密度を可能にします。 |
| 焼結温度と時間 | より高い温度と長い時間は原子拡散を増加させ、高密度化につながります。 |
| 焼結雰囲気 | 酸化を防ぎ、高密度化のための結合効率に影響を与える可能性があります。 |
| 用途の目標 | 高応力部品には高密度(98%超)が必要。フィルター/ベアリングには制御された低密度を使用。 |
焼結部品の完璧な密度を設計する準備はできましたか?
KINTEKでは、焼結プロセスを正確に制御するために必要な高度な実験装置と消耗品の提供を専門としています。目標が最大の強度であれ、ろ過のための制御された多孔性であれ、コスト効率の高い生産であれ、当社のソリューションは、要求される正確な材料特性の達成を支援します。
当社の専門家に今すぐお問い合わせいただき、貴社の実験室の特定の焼結ニーズをどのようにサポートし、粉末を高性能部品に変えるお手伝いができるかをご相談ください。
ビジュアルガイド