冶金学において、焼戻しの主な利点は、材料の靭性を大幅に向上させることです。鋼のような金属は焼入れ後、極度に脆くなり、破損しやすくなります。焼戻しは、その後の熱処理工程であり、この脆性を低減し、最終製品を衝撃や応力下での耐久性と耐破壊性を高めます。
焼入れ工程は鋼に強度と耐摩耗性を与えますが、その代償として極度の脆さが生じます。焼戻しは、靭性を決定的に得るために硬度をわずかに犠牲にすることを意図的に行う不可欠な修正ステップであり、実際の使用における壊滅的な故障を防ぎます。
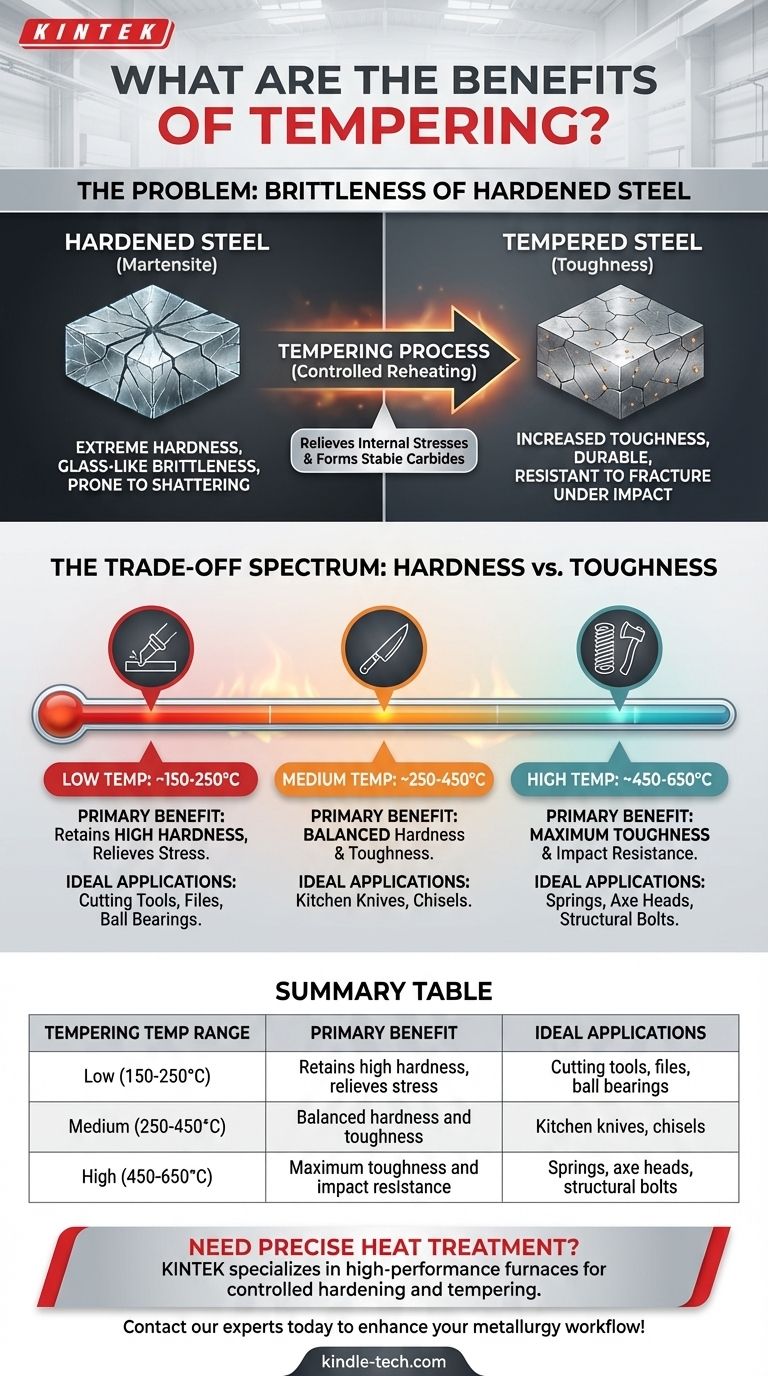
問題点:焼入れ鋼の脆さ
焼戻しの利点を理解するには、まず焼入れ直後の鋼の状態を理解する必要があります。
焼入れ中に何が起こるか?
焼入れ(焼きなまし)は、鋼を非常に高温に加熱し、次いで水、油、またはブライン(塩水)への浸漬などによって極めて急速に冷却するプロセスです。
この急速な冷却により、材料の原子構造がマルテンサイトとして知られる、非常に応力がかかった無秩序な状態に閉じ込められます。
焼戻しされていないマルテンサイトの危険性
マルテンサイトは信じられないほど硬いですが、信じられないほど脆くもあります。内部応力が非常に高いため、材料は金属というよりもガラスのように振る舞います。
焼戻しされていない焼入れ鋼部品(ナイフの刃や歯車など)は、実際にはほとんど役に立ちません。わずかな衝撃や荷重で欠けたり、ひびが入ったり、最悪の場合は粉砕されたりします。それは、破壊されずにエネルギーを吸収し、変形する能力である靭性を欠いています。

焼戻しが問題を解決する方法
焼戻しは、焼入れの負の副作用に直接対抗する制御された加熱プロセスです。
焼戻しプロセスの説明
焼入れされた鋼部品を、最初の焼入れに使用した臨界点よりも常に低い正確な温度に再加熱します。特定の時間、この温度に保持することで、内部構造の変化を可能にします。
最後に、部品を冷却します。通常は静止空気中で冷却されます。焼戻し温度からの冷却速度は、焼入れ時ほど重要ではありません。
微細構造の変化
加えられた熱は、焼入れ中に生じた高い内部応力を解放するために必要なエネルギーを提供します。
これにより、閉じ込められていた炭素原子が移動し、マルテンサイトから析出し、微細で均一に分散した炭化物構造を形成します。この新しく修正された微細構造は、はるかに安定しており、応力が低くなっています。
結果:特性のバランス
これらの内部応力を解放することにより、焼戻しは鋼の靭性と延性を劇的に向上させます。材料が破壊される可能性ははるかに低くなります。
硬度と強度が対応して低下しますが、このトレードオフこそがプロセスの目的全体です。目標は最大の硬度ではなく、特定の用途に最適な特性のバランスです。
トレードオフの理解:硬度 vs. 靭性
焼戻しにおける重要な変数は温度です。焼戻し温度を正確に制御することにより、冶金学者はコンポーネントに要求される正確な特性を調整できます。
焼戻しスペクトル
焼戻し温度が低いほど、硬度の損失は小さくなりますが、靭性の向上は大きくなります。温度が高いほど、硬度の損失は大きくなりますが、靭性の増加は劇的になります。
低温焼戻し(約150~250°C / 300~480°F)
この範囲は、最大の硬度と耐摩耗性を維持することが優先される場合に使用されます。鋼を大幅に軟化させることなく、最も深刻な内部応力を解放します。
これは、刃先の保持と表面硬度が最も重要となる切削工具、やすり、ボールベアリングに最適です。
高温焼戻し(約450~650°C / 840~1200°F)
この範囲は、靭性、延性、耐衝撃性が最も重要な要素となる場合に使用されます。硬度のかなりの低下は、非常に耐久性のある部品を作成するための許容できるトレードオフです。
これは、繰り返しの応力や高い衝撃力に耐える必要があるばね、構造用ボルト、斧の刃、ハンマーなどのコンポーネントに必要です。
用途に合わせた焼戻しの選択
究極的に、焼戻しの利点は、仕事に適した温度を選択することによって実現されます。
- 最大の硬度と耐摩耗性(例:やすり、カミソリの刃)が主な焦点の場合:硬度を大幅に犠牲にすることなく応力を解放するために、低温焼戻しが必要です。
- バランスの取れた性能(例:包丁、ノミ)が主な焦点の場合:中温焼戻しは、エッジ保持のための硬度と欠けを防ぐための靭性の理想的な組み合わせを提供します。
- 最大の靭性と耐衝撃性(例:ばね、斧の刃)が主な焦点の場合:材料が破壊されずにエネルギーを吸収できるようにするために、高温焼戻しが不可欠です。
焼戻しは、脆くて使用できない材料を、その機能の要求に合わせて特性を正確に調整することにより、信頼できるコンポーネントへと変貌させます。
要約表:
| 焼戻し温度範囲 | 主な利点 | 理想的な用途 |
|---|---|---|
| 低温(150~250°C / 300~480°F) | 高い硬度を維持、応力を解放 | 切削工具、やすり、ボールベアリング |
| 中温(250~450°C / 480~840°F) | 硬度と靭性のバランス | 包丁、ノミ |
| 高温(450~650°C / 840~1200°F) | 最大の靭性と耐衝撃性 | ばね、斧の刃、構造用ボルト |
金属部品に正確な熱処理が必要ですか? KINTEKは、制御された焼入れおよび焼戻しプロセス用の高性能ラボ炉および装置を専門としています。工具、ばね、カスタム部品を開発しているかどうかにかかわらず、当社のソリューションは、お客様の用途が要求する硬度と靭性の正確なバランスを提供します。 冶金ワークフローを強化する方法について、今すぐ専門家にご相談ください!
ビジュアルガイド