簡単に言えば、違います。ろう付けも半田付けも溶融した充填材を使って金属を接合しますが、根本的に異なるプロセスです。主な違いは、それらが動作する温度であり、これは結果として得られる接合部の強度と用途に直接影響します。ろう付けは高温(840°F / 450°C以上)で行われ、非常に強力な結合を形成しますが、半田付けは低温プロセスであり、より弱く、より繊細な用途に使用されます。
ろう付けと半田付けの選択は、一つの重要な要素にかかっています。それは強度と感度のバランスです。ろう付けは高温を伴う強力な構造的結合を提供しますが、半田付けは熱に弱い部品を保護するより弱い接続を提供します。
決定的な違い:温度と充填材
これら2つの方法の核心的な違いは、使用される充填材の液相温度です。この単一の変数が、接合部の強度から必要な機器まで、他のすべてを決定します。
840°F (450°C) の閾値
業界の定義では、溶融温度が840°F (450°C) 未満の充填材を使用して金属を接合するプロセスは、半田付けと見なされます。
母材を溶融させることなく、溶融温度が840°F (450°C) 以上の充填材を使用するプロセスは、ろう付けと定義されます。
プロセスの仕組み
どちらの方法でも、接合される母材は、充填材を溶融させるのに十分な温度まで加熱されますが、母材自体を溶融させるほど高くはありません。
溶融した充填材は、毛細管現象と呼ばれる現象によって部品間の密着した隙間に引き込まれ、冷却・凝固する際に永続的な結合を形成します。

温度が性能にどう影響するか
ろう付けで使用される高温により、より強力な充填合金を使用することが可能になり、半田付けで作成されたものとは大きく異なる機械的特性を持つ接合部が生まれます。
接合部の強度と耐久性
ろう付けされた接合部は非常に強力です。充填合金(多くの場合、真鍮または銀ベース)は母材と冶金的な結合を形成し、接合される材料と同じくらい強力な接続を作成できます。
半田付けされた接合部は著しく弱いです。構造的または荷重を支える用途には適していません。その主な目的は、通常、導電性または低圧シールを作成することです。
応力と熱に対する耐性
ろう付けは、高温、振動、または衝撃にさらされる部品に好ましい方法です。これにより、自動車、HVAC、および工業用配管業界の用途に最適です。
半田付けは、熱入力が最小限に抑えられなければならない場所で使用されます。その最も一般的な用途は電子機器であり、ろう付けの高温はトランジスタや回路基板などの繊細な部品を破壊する可能性があります。
トレードオフを理解する
間違ったプロセスを選択すると、部品の故障やワークピースの損傷につながる可能性があります。それぞれの制限を理解することが重要です。
高温のリスク
ろう付けの主な欠点は、その強力な熱要件です。この高温は、熟練と制御をもって適用されない場合、母材を焼きなまし(軟化)させたり、反らせたり、その他の損傷を与えたりする可能性があります。
低強度の制限
半田付けの主な制限は、構造的な完全性の欠如です。半田付けされた接合部は、かなりの機械的負荷や応力の下ではすぐに故障します。重要な構造部品の接合には決して使用すべきではありません。
機器とスキル
ろう付けには、十分な熱を発生させるために、通常、アセチレン溶接トーチなどのトーチがほぼ常に必要です。半田付けは、単純なプロパントーチから電子機器用の低電力半田ごてまで、はるかに幅広いツールで行うことができます。
目標に合った適切な選択をする
プロジェクトの譲れない要件に基づいて方法を選択してください。
- 構造強度と耐久性が主な焦点である場合:ろう付けは、母材とほぼ同じくらい強力な接合部を作成するため、正しい選択です。
- 電子機器のような熱に弱い部品の接合が主な焦点である場合:半田付けは、その低い適用温度のため、唯一の安全な選択肢です。
- 低圧配管に単純で漏れのないシールを作成することが主な焦点である場合:半田付けは、多くの場合、より速く簡単な方法です。
最終的に、温度が強度を決定することを理解することが、仕事に適したプロセスを選択するための鍵となります。
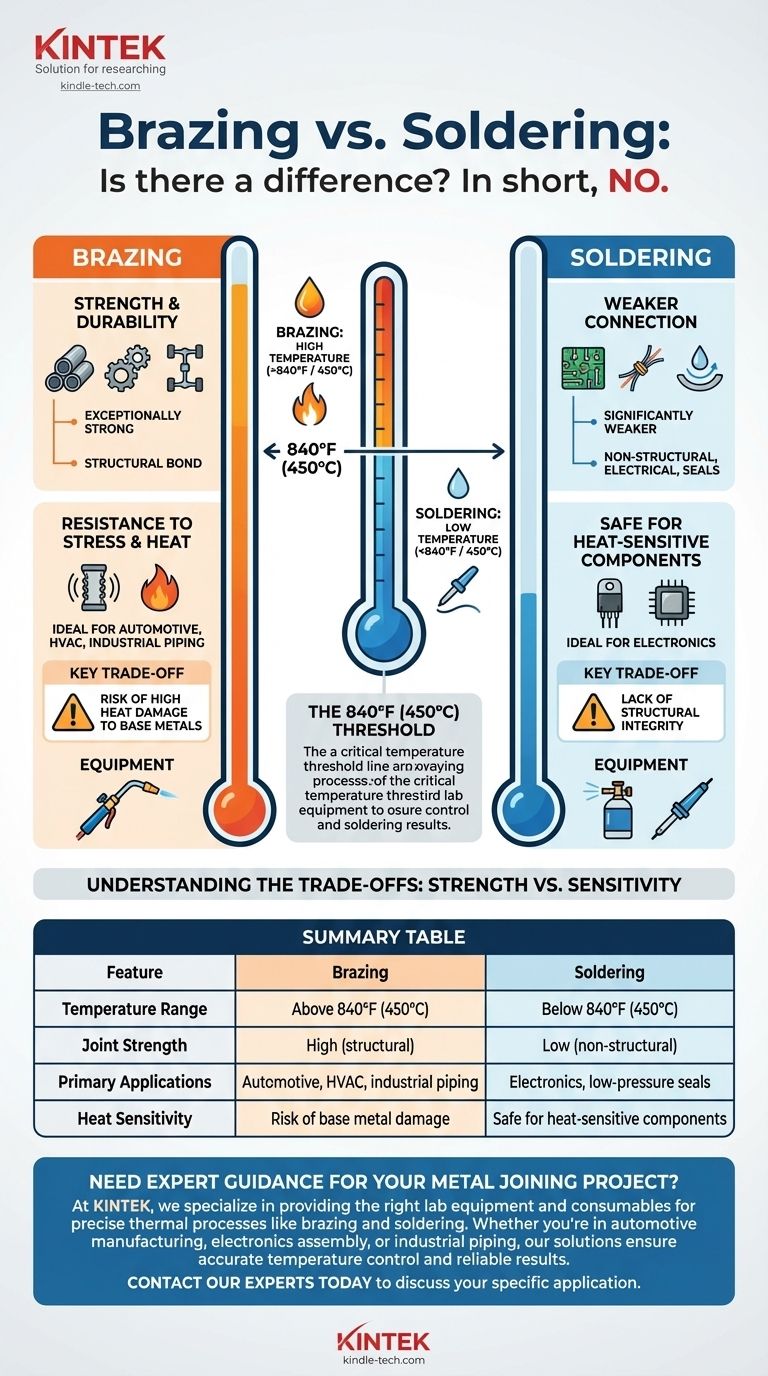
概要表:
| 特徴 | ろう付け | 半田付け |
|---|---|---|
| 温度範囲 | 840°F (450°C) 以上 | 840°F (450°C) 未満 |
| 接合強度 | 高(構造的) | 低(非構造的) |
| 主な用途 | 自動車、HVAC、工業用配管 | 電子機器、低圧シール |
| 熱感度 | 母材損傷のリスクあり | 熱に弱い部品に安全 |
金属接合プロジェクトに関する専門家の指導が必要ですか? KINTEKでは、ろう付けや半田付けのような精密な熱プロセスに適した実験装置と消耗品の提供を専門としています。自動車製造、電子機器組立、工業用配管のいずれの分野でも、当社のソリューションは正確な温度制御と信頼性の高い結果を保証します。今すぐ当社の専門家にお問い合わせください。お客様の具体的な用途について話し合い、KINTEKがお客様のラボの効率と成功をどのように向上させることができるかを発見してください。
ビジュアルガイド