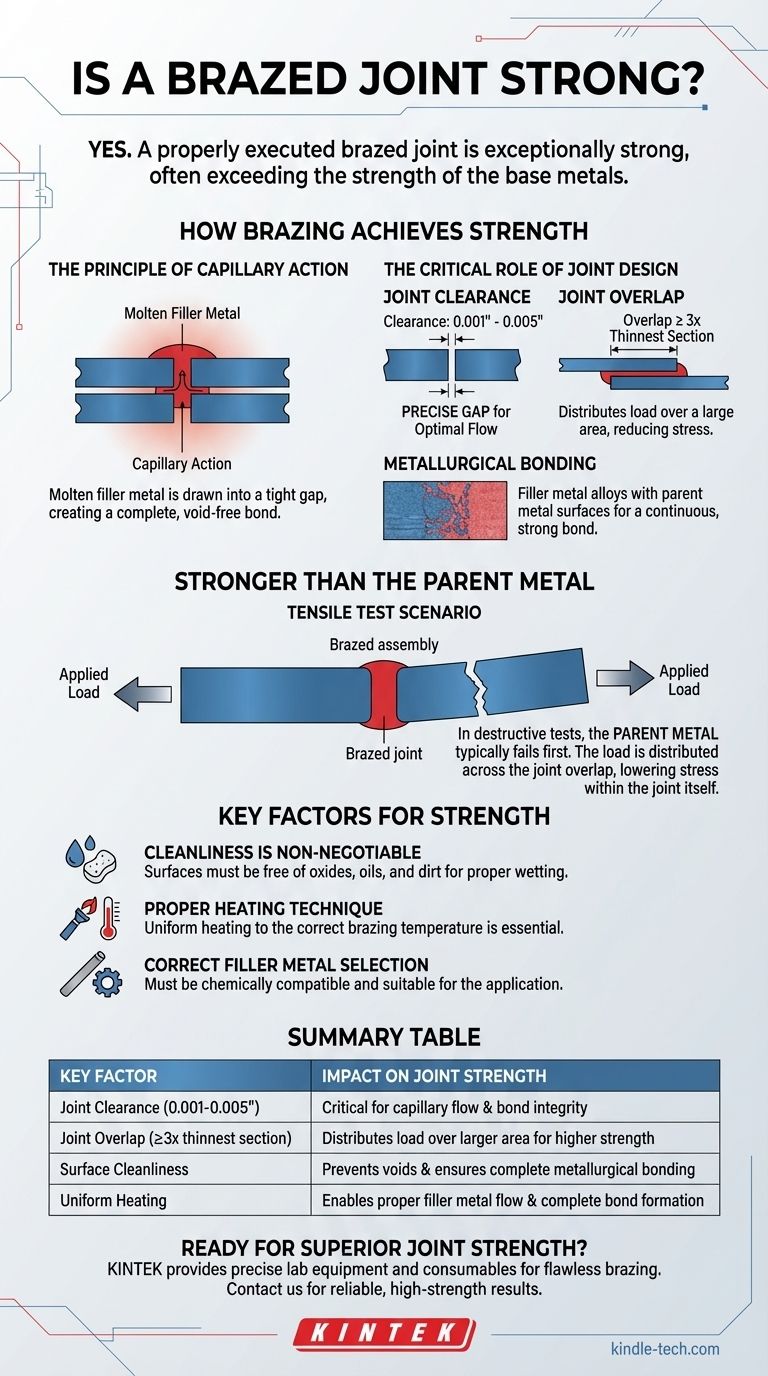
はい、適切に実行されたろう付け接合は非常に強力です。実際、接合が正しく設計、準備、加熱された場合、その強度は通常、接合される個々の母材の強度を上回ります。これは、破壊試験において、ろう付け接合自体が破損する前に母材が破損することが多いことを意味します。
ろう付け接合の強度は、デフォルトで得られる結果ではありません。それは適切なエンジニアリングの結果です。このプロセスは、毛細管現象と呼ばれる現象に依存して、広い表面積にわたって完全で高強度の結合を作成するため、接合の設計はろう付けプロセス自体と同じくらい重要です。
ろう付けがいかにして強度を達成するか
ろう付け接合の目覚ましい強度は、接合の設計、ろう材、および母材の相互作用から生まれます。単に2つの金属片の間にろう材を溶かすだけではありません。
毛細管現象の原理
ろう付けは、母材(「親金属」)をろう付けろう材の融点よりも高い温度に加熱することによって機能します。
溶融したろう材は、毛細管現象によって、密接に適合した2つの表面間の狭い空間に引き込まれます。この自然な力により、ろう材が均一に分布し、完全で空隙のない結合が作成されます。
接合設計の重要な役割
溶接とは異なり、ろう付けの強度は結合の表面積に直接比例します。2つの要因が最も重要です。
接合部のクリアランス:2つの親金属間の隙間は正確でなければなりません。隙間が広すぎると、毛細管現象が弱くなるか、発生しなくなります。狭すぎると、ろう材が接合部にまったく流れ込むことができません。ほとんどの一般的なろう材の場合、この隙間は通常0.001インチから0.005インチ(0.025 mmから0.127 mm)です。
接合部の重なり:接合部の強度は、そのせん断面積の関数です。経験則として、最も薄い金属部分の厚さの少なくとも3倍の重なりを持つように接合部を設計することです。この重なりにより、荷重が広い領域に分散され、単一の点にかかる応力が軽減されます。
冶金学的結合の力
ろう材は単に接着剤のように機能するだけではありません。ろう付けプロセス中に、ろう材は親金属表面の薄い層と合金化します。これにより、部品間に新しく、強力で、連続的な冶金学的結合が作成されます。
「親金属よりも強力」な現象の理解
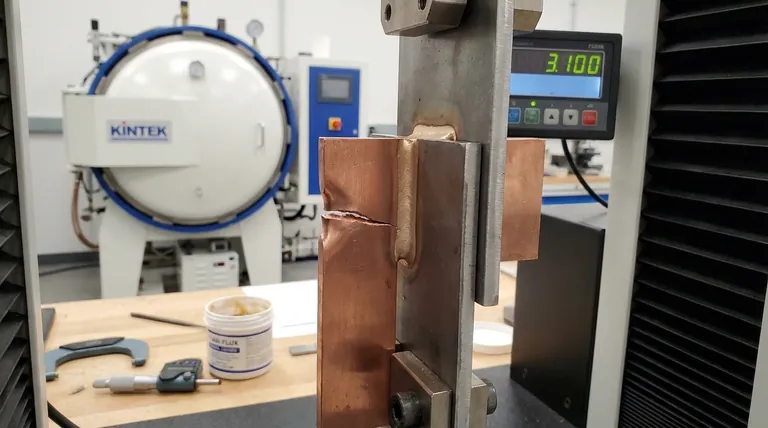
ろう付け接合が接合する金属よりも強力になり得るという記述は、ラボテストと実際のアプリケーションで一貫して証明されています。
引張試験のシナリオ
適切にろう付けされたアセンブリが引張(引き離し)試験にかけられた場合、ろう付け接合部自体で破損することはめったにありません。
代わりに、接合部の隣の親金属が最初に伸び、変形し、破損することが一般的です。接合部は無傷のままです。
これが起こる理由
アセンブリに適用される荷重は、接合部の重なりの全表面積にわたって分散されます。この領域が大きいため(3Tの重なりルールによる)、接合部内の応力は、親金属のより狭い断面内の応力よりも低くなります。
本質的に、あなたは広く強力な結合を引っ張っており、最も弱いリンクは母材自体になります。
強度を決定する主要な要因
このレベルの強度を達成するには条件があります。最終的な結果はプロセスに完全に依存します。
清浄度は譲れない
親金属の表面は細心の注意を払って清潔でなければなりません。酸化物、油、または汚れがあると、ろう材が表面を濡らして適切に流れるのを妨げ、空隙が生じて接合部が著しく弱くなります。加熱中の酸化を防ぐためには、適切なフラックスまたは制御された雰囲気の使用が不可欠です。
適切な加熱技術
両方の親金属は、正しいろう付け温度に均一に加熱されなければなりません。一方の部品が他方よりも熱い場合、ろう材はより熱い部分にのみ流れ込み、不完全な結合が作成されます。
正しいろう材の選択
ろう材は、親金属と化学的に適合し、使用温度やガルバニック腐食の可能性などの要因を考慮して、最終用途のアプリケーションに適している必要があります。
アプリケーションに適した選択をする
これらのガイドラインを使用して、ろう付けがプロジェクトに適したアプローチであるかどうかを判断してください。
- 異種金属や繊細な薄肉部品の接合が主な焦点である場合:ろう付けは、歪みや熱応力を最小限に抑える低温プロセスであるため、優れた選択肢です。
- 適切に設計できる接合部で最大の強度を重視する場合:適切に実行されたろう付け接合は、母材に匹敵するか、それを超える優れた強度を提供します。
- 大きくて不均一な隙間を埋める必要がある場合、または極端な温度での性能が必要な場合:ろう付けは狭いクリアランスに依存し、温度がろう材の融点に近づくと強度が低下するため、溶接の方がニーズに適したプロセスである可能性が高いです。
最終的に、ろう付けは、接合設計とプロセス制御の原則が尊重される場合、堅牢で信頼性の高い接合方法を提供します。
概要表:
| 主要因 | 接合強度への影響 |
|---|---|
| 接合部クリアランス (0.001-0.005") | 毛細管流と結合の完全性にとって重要 |
| 接合部の重なり (最薄部の≥3倍) | より広い領域に荷重を分散し、強度を高める |
| 表面の清浄度 | 空隙を防ぎ、完全な冶金学的結合を保証する |
| 均一な加熱 | 適切なろう材の流れと完全な結合形成を可能にする |
ラボアプリケーションで優れた接合強度を達成する準備はできていますか?
KINTEKでは、完璧なろう付けプロセスに必要な精密なラボ機器と消耗品の提供を専門としています。当社の専門知識により、適切な接合設計、温度制御、表面準備のための適切なツールを入手でき、母材を常に上回るろう付け接合を作成するのに役立ちます。
当社のソリューションがお客様の接合アプリケーションをどのように強化し、信頼性の高い高強度の結果を提供できるかについては、今すぐお問い合わせください。当社の専門家にご連絡ください!
ビジュアルガイド