高周波誘導加熱装置の核心は、強力で急速に変化する磁場を利用して、導電性材料の内部で直接熱を発生させることです。これは、物理的な接触、炎、またはワークピースに触れる外部加熱要素なしで達成されます。このプロセスは、電気エネルギーを磁場に変換し、その後、ワークピース自体の内部で熱エネルギーに再変換します。
誘導加熱装置は従来のヒーターではなく、電磁ツールです。電磁誘導と電気抵抗の原理を利用して、ターゲット材料を独自の熱源に変え、信じられないほど高速、高精度、高効率の加熱を可能にします。
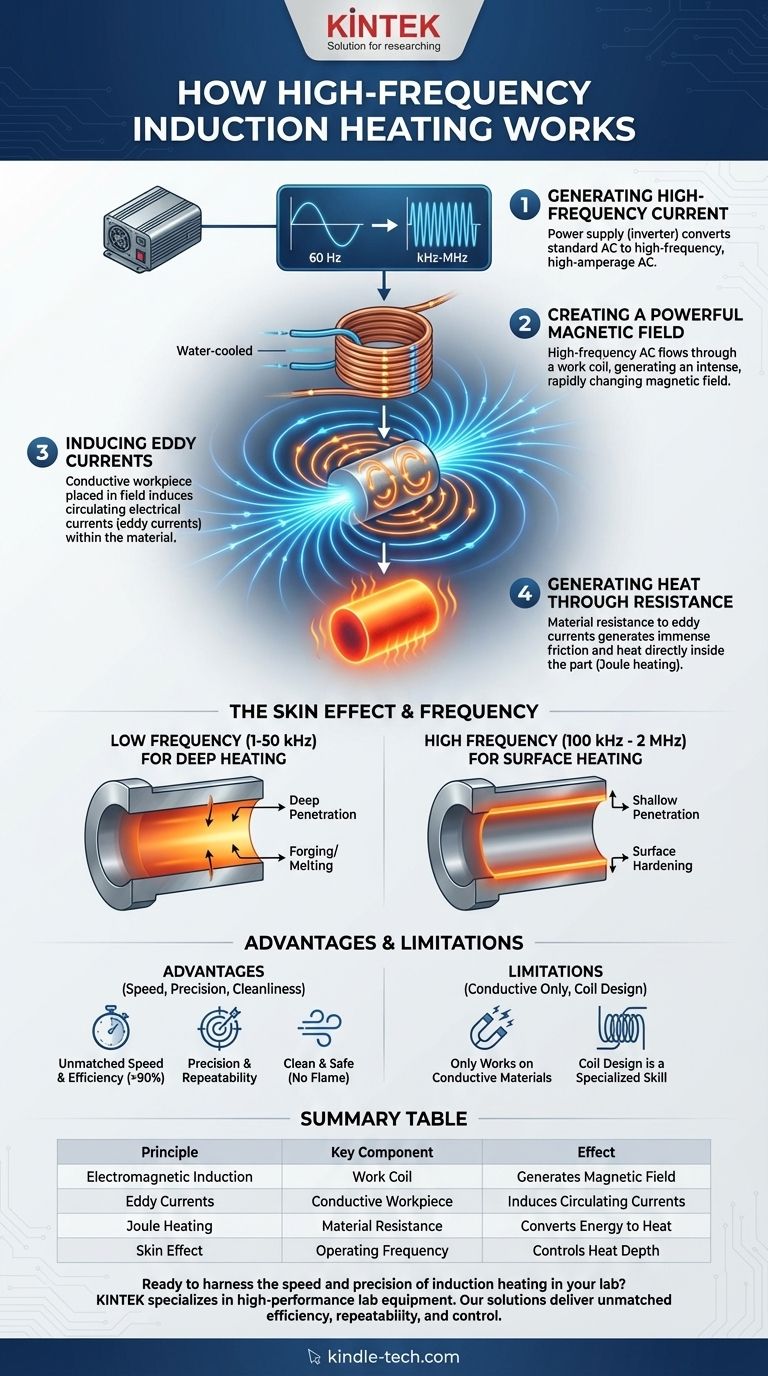
コア原理:4つのステップのプロセス
誘導加熱は、ファラデーの電磁誘導の法則とジュール熱効果という2つの基本的な物理原理の直接的な結果です。プロセス全体は、4つの明確なステップに分けることができます。
ステップ1:高周波電流の生成
システムは電源、しばしばインバータと呼ばれるものから始まります。この装置は、標準的な商用交流電源(例:60 Hz)を取り込み、それを高周波、大電流の交流に変換します。周波数は、深部加熱の場合は数キロヘルツ(kHz)から、表面加熱の場合は数メガヘルツ(MHz)まで幅があります。
ステップ2:強力な磁場の生成
この高周波交流は、次にワークコイルに送られます。これは通常、特定の形状に成形された、循環水で冷却されることが多い銅管です。電流がこのコイルを介して急速に交番すると、コイルの内部および周囲の空間に強大で急速に変化する磁場が発生します。
ステップ3:渦電流の誘導
導電性のワークピース(鋼片など)がこの磁場内に配置されると、磁場はその材料の内部に循環する電流を誘導します。これらは渦電流として知られています。これらはワークコイルを流れる電流の鏡像です。
ステップ4:抵抗による熱の発生
ワークピース材料は、これらの渦電流の流れに対して自然な抵抗を持っています。電流がこの抵抗に逆らって流れることを強いられると、分子レベルで巨大な摩擦が発生し、それが熱として放散されます。この現象はジュール熱として知られています。熱が部品の内部で発生するため、プロセスは非常に高速かつ効率的です。

周波数の重要な役割:表皮効果
動作周波数の選択は恣意的ではなく、熱が生成される場所を制御するための最も重要なパラメーターです。
表皮効果とは?
交流回路では、電流は導体の外表面、つまり「表皮」に流れる傾向があります。交流の周波数が高いほど、この表皮効果が顕著になり、電流の浸透深度が浅くなります。
深部加熱のための低周波
低周波数(例:1~50 kHz)は材料の深部まで浸透します。これは、鍛造、成形、または大量の金属の溶解など、部品全体を加熱する必要がある用途に最適です。
表面加熱のための高周波
非常に高い周波数(例:100 kHz~2 MHz)は、渦電流を部品の表面の非常に薄い層に集中させます。これは、部品のコアを強靭で延性のある状態に保ちながら、硬く耐摩耗性のある外側のケースを作成したい表面焼入れなどの用途に最適です。
トレードオフと利点の理解
あらゆる技術と同様に、誘導加熱には特定の強みと弱みのプロファイルがあり、それが一部のタスクには理想的であり、他のタスクには不向きであることを示しています。
利点:比類のない速度と効率
熱が部品の内部で直接生成されるため、エネルギーの無駄がほとんどありません。炉で数時間かかる加熱サイクルが、誘導を使用すると数秒または数分で完了することが多く、エネルギー効率が90%を超えることがよくあります。
利点:精度と再現性
磁場はワークコイルの形状によって正確に制御できます。これにより、熱が必要な場所にのみ適用され、隣接する敏感な領域を保護できます。プロセスが設定されると、完全に再現可能であり、部品ごとの一貫した品質が保証されます。
利点:清潔さと安全性
誘導は燃焼副産物、煙、有毒ガスを伴わないクリーンなプロセスです。火炎がないことは、トーチや炉などの従来の方法と比較して、作業現場の安全性を大幅に向上させます。
制限:導電性材料にのみ機能する
誘導加熱の主な制限は、電気を通すことができる材料(金属やグラファイトなど)にのみ機能することです。プラスチック、ガラス、ほとんどのセラミックなどの絶縁体を加熱するには効果がありません。ただし、導電性の「サセプター」と組み合わされている場合は例外です。
制限:コイル設計は専門的なスキルが必要
システム全体の効率と有効性は、ほぼ完全にワークコイルに依存します。特定の部品形状に対して正しい加熱パターンを作成するコイルの設計は、経験と反復的なテストを必要とする重要なエンジニアリングタスクです。
目標に合わせた適切な選択
最適なセットアップは、達成する必要のある熱処理プロセスに完全に依存します。
- 表面焼入れまたは浸炭焼入れが主な焦点の場合: 表面層を急冷する前に急速に加熱するために、非常に高い周波数と高い電力密度を使用します。
- 鍛造用の大きなビレットの全体加熱が主な焦点の場合: 低い周波数と多重巻線のヘリカルコイルを使用して、深部で均一な熱浸透を保証します。
- デリケートな接合部のろう付けまたははんだ付けが主な焦点の場合: 中程度から高い周波数と正確に成形されたコイルを使用して、接合部領域にのみ局所的な熱を供給します。
- るつぼ内での金属溶解が主な焦点の場合: ターゲット金属の特性に合わせて最適化された周波数と、導電性るつぼと効率的に結合するコイルを使用します。
これらのコア原理を理解することで、熱処理プロセスにおいて比類のない速度、精度、制御を実現するために、誘導加熱を効果的に活用できます。
要約表:
| 原理 | 主要コンポーネント | 効果 |
|---|---|---|
| 電磁誘導 | ワークコイル | 急速に変化する磁場を生成する |
| 渦電流 | 導電性ワークピース | 材料内部に循環する電流を誘導する |
| ジュール熱 | 材料抵抗 | 電気エネルギーを部品内部の熱に直接変換する |
| 表皮効果 | 動作周波数 | 熱浸透の深さ(表面加熱対深部加熱)を制御する |
研究室で誘導加熱のスピードと精度を活用する準備はできましたか?
KINTEKは、誘導加熱システムを含む高性能ラボ機器を専門としています。当社のソリューションは、ろう付け、焼入れ、材料研究などの用途に対して、比類のない効率性、再現性、制御性を提供します。
当社の専門家に今すぐお問い合わせいただき、当社のラボの能力を向上させ、熱処理プロセスを加速するために、適切な誘導加熱機器をどのように提供できるかをご相談ください。
ビジュアルガイド