基本的に、いいえ、はんだ付けをろう付けに使用することはできません。この2つのプロセスは、使用されるフィラーメタルの種類と接合部の結果的な強度を決定する特定の温度閾値によって区別されます。高温のろう付け用途で低温のはんだ合金を使用すると、適切なろう付け結合が形成されるずっと前に、単に溶けて破損するだけです。
はんだ付けとろう付けは似ているように見えますが、それらを区別する1つの重要な要因によって定義される、根本的に異なる冶金プロセスです。ろう付けは450℃(842°F)以上で高強度の構造結合を作成するのに対し、はんだ付けはそれをはるかに下回る温度で低強度の接続を作成します。これらを混同すると、壊滅的な接合部の破損につながる可能性があります。

決定的な境界線:温度と材料科学
これらのプロセスが交換可能ではない理由を理解するには、まずそれらを分離する明確な業界標準の定義を確立する必要があります。
450℃(842°F)のルール
最も重要な区別は、フィラーメタルの融点です。
ろう付けは、融点が接合される母材の融点よりは低いが、450℃(842°F)より高いフィラーメタルを使用する接合プロセスです。
はんだ付けは、融点が450℃(842°F)未満のフィラーメタル(はんだ)を使用します。
温度がすべてを決定する方法
この温度差は恣意的なものではありません。それは、フィラーとして使用できる合金、必要な機器、そして最も重要なこととして、最終的な接合部の機械的特性を決定します。
ろう付けにおける高温は、銅、銀、アルミニウム-ケイ素などの強力で頑丈なフィラー合金の使用を可能にします。はんだ付けは、必然的に、スズをベースとした、より柔らかく、融点の低い合金を使用します。
ろう付けとは?高温結合
ろう付けは、大きな応力と高い使用温度に耐えることができる、強力で永久的で、しばしば構造的な接合部を作成するように設計されています。
ろう付けプロセス
ろう付け中、フィラーメタルは融点よりわずかに高く加熱され、毛細管現象によって母材間の密接な隙間に引き込まれます。この現象はしばしば濡れ(wetting)と呼ばれます。
重要なのは、母材自体は溶けないことです。結合は、フィラーメタルが母材の表面層に拡散することにより形成され、強力な冶金学的接続が作成されます。
ろう付けフィラーメタル
ろう付け合金は、高温での強度を考慮して設計されています。参照情報が示すように、一般的なフィラーには銅、銅-銀合金、ニッケル合金、アルミニウム-ケイ素合金が含まれます。
互換性のある母材
その強度のため、ろう付けは、鋼、ステンレス鋼、鋳鉄、ニッケル、銅、真鍮、さらにはセラミックを含む幅広い産業材料の接合に使用されます。
はんだ付けとは?低温接続
はんだ付けは、高い強度が電気伝導性や部品の熱損傷を避ける必要性など、他の要因よりも二次的となる用途のために設計されています。
はんだ付けプロセス
はんだ付けのメカニズムはろう付けと似ており、溶けたフィラーが接合部に流れ込みますが、はるかに低い温度で発生します。
結果として生じる結合は主に接着的なものであり、母材への拡散は非常に限定的です。これが、はんだ付けされた接合部がろう付けされた接合部よりも根本的に弱い理由です。
一般的なはんだ合金
一般的なはんだはスズをベースとした合金であり、銀や銅、あるいは歴史的には鉛と混合されることがよくあります。これらの材料は、低い融点と優れた電気伝導性で選ばれます。
典型的な用途
はんだ付けは、熱に弱い部品がろう付け温度で破壊されるのを防ぐため、電子回路基板の組み立ての標準となっています。また、極端な構造的負荷にさらされない接合部が必要な場合に、銅パイプの接合のために配管でも広く使用されています。
トレードオフを理解する
これらのプロセスから選択するには、それらに内在する妥協点を認識する必要があります。
接合部の強度
ろう付けは、はんだ付けされた接合部よりも著しく強い接合部を作成します。適切にろう付けされた接合部は、母材自体と同じくらい強いか、それ以上の強度を持つことがよくあります。
はんだ付けは、高応力または構造的な用途には不向きな、はるかに弱い接合部をもたらします。
材料への熱的影響
ろう付けの高温は母材に影響を与える可能性があります。例えば、硬化鋼を焼きなましまたは軟化させる可能性があり、これは設計において考慮しなければならない要因です。
はんだ付けの低い熱入力はその主な利点であり、ろう付け温度で破壊されるデリケートな部品や熱に敏感な部品の接合に安全です。
プロセスの複雑さ
ろう付けは一般的により正確な熱制御と準備を必要とし、酸化を防ぐためにトーチや制御雰囲気炉がしばしば関与します。
はんだ付けは通常、はんだごてや小型の手持ちトーチなどのより単純な機器で行うことができます。
用途に合わせた正しい選択をする
正しいプロセスは、最終製品の要求によって完全に決定されます。
- 構造的完全性と高温性能が主な焦点である場合: 強力で荷重支持力のある接合部を作成するための唯一の許容可能な選択肢はろう付けです。
- 熱に敏感な電子部品の接合または導電性の確保が主な焦点である場合: 部品の損傷を防ぎながら電気経路を作成するには、はんだ付けが正しい方法です。
- 配管などの低応力用途で、単純な気密シールが主な焦点である場合: はんだ付けは、標準的で最もアクセスしやすく安全な方法です。
この温度の基本的な境界線を尊重することにより、プロジェクトの正しい、信頼できる、安全な接合方法を選択することを保証します。
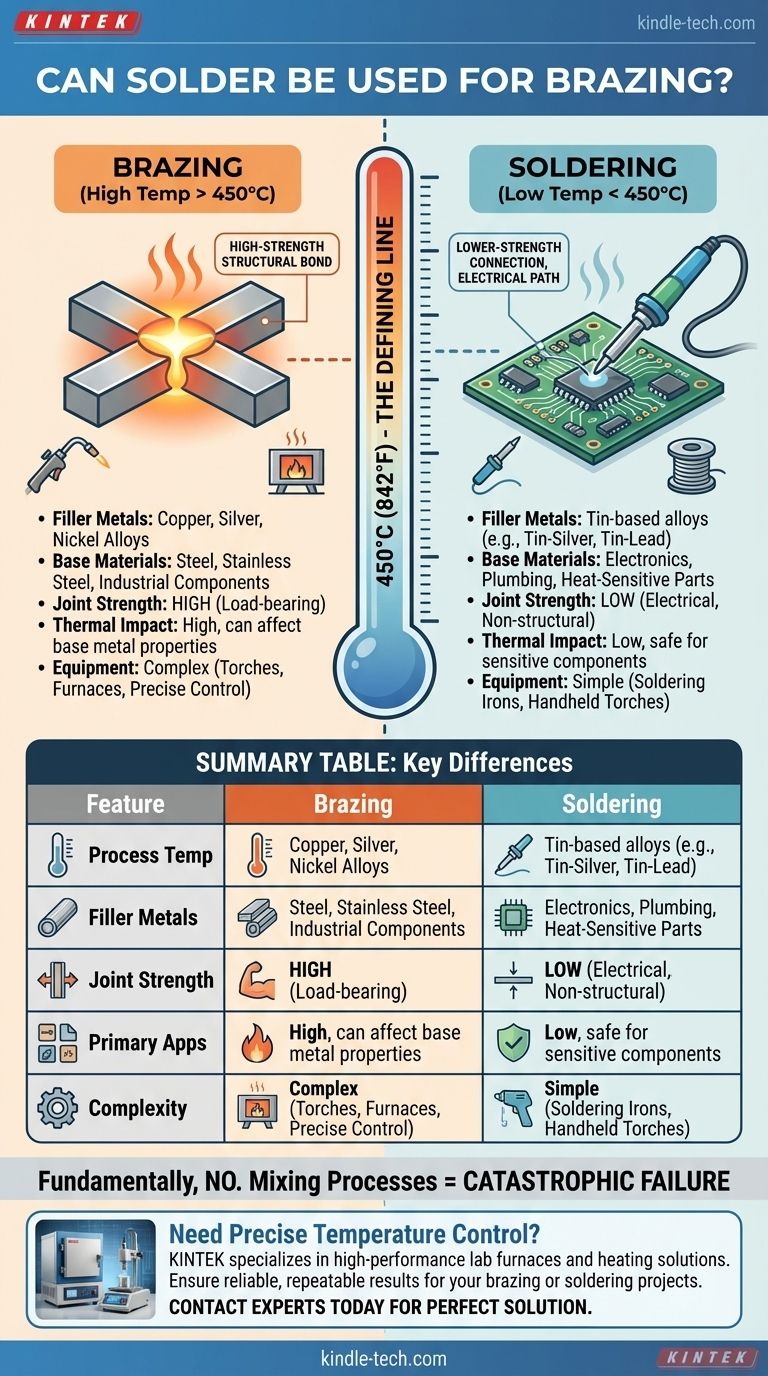
概要表:
| 特徴 | ろう付け | はんだ付け |
|---|---|---|
| プロセス温度 | 450℃(842°F)以上 | 450℃(842°F)未満 |
| フィラーメタル | 銅、銀、ニッケル合金 | スズベースの合金(例:スズ-銀、スズ-鉛) |
| 接合部の強度 | 高い(構造的、荷重支持) | 低い(電気的、非構造的) |
| 主な用途 | 鋼、ステンレス鋼、産業用部品 | 電子機器、配管、熱に敏感な部品 |
| 機器の複雑さ | 高い(トーチ、炉) | 低い(はんだごて) |
ろう付けまたははんだ付けプロジェクトに必要な適切な機器が必要ですか? KINTEKは、正確な温度制御のための高性能ラボ炉および加熱ソリューションを専門としています。産業用金属を接合する場合でも、デリケートな電子機器を組み立てる場合でも、当社の機器は信頼性が高く再現性のある結果を保証します。お客様の研究所のニーズに最適なソリューションを見つけるために、今すぐ専門家にお問い合わせください!
ビジュアルガイド
関連製品
- 高温用途向け窒化ホウ素(BN)セラミックロッド
- 1700℃実験室用石英管炉 アルミナチューブ付き管状炉
- 自動実験用熱プレス機
- 真空コールドトラップ直接コールドトラップチラー
- 培養皿・蒸発皿用カスタムPTFEテフロン部品メーカー







