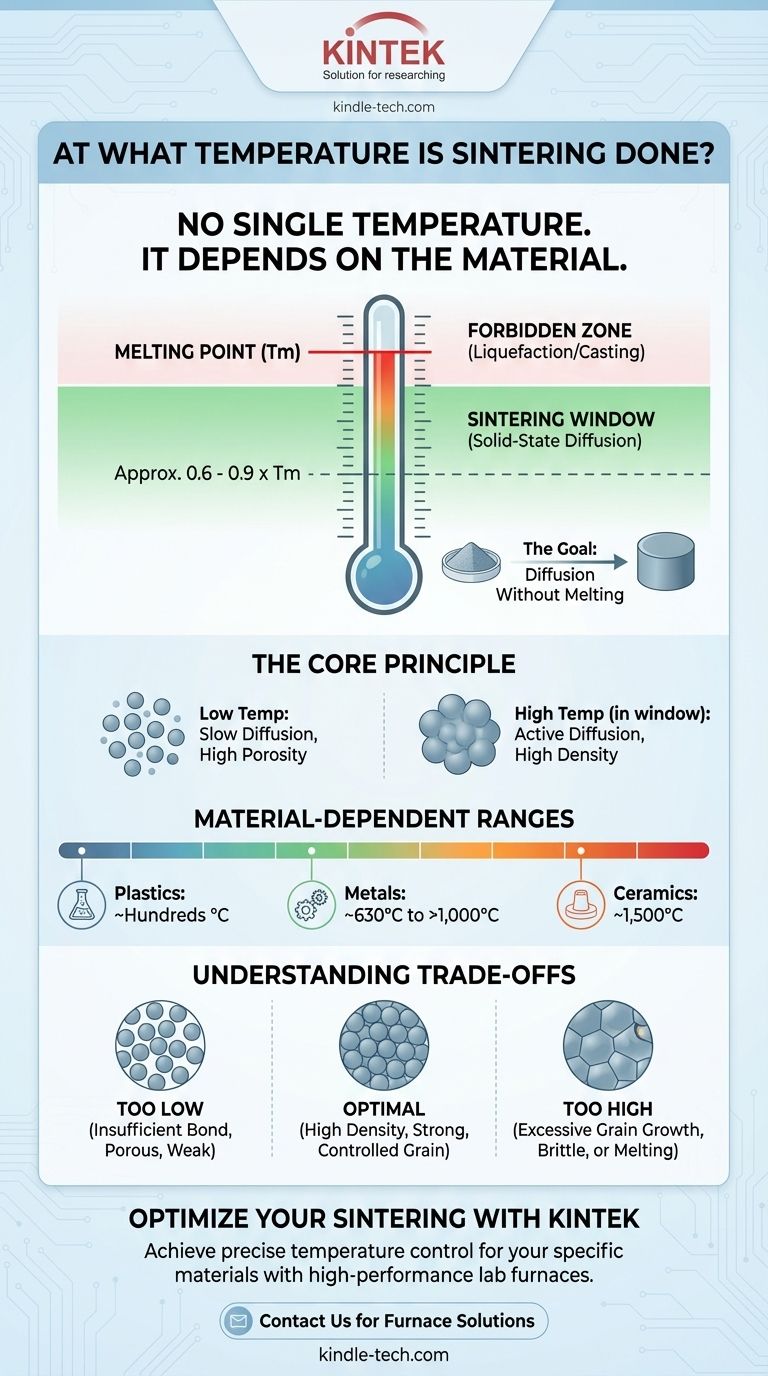
焼結に単一の温度はありません。それは基本的に、処理される特定の材料に依存します。温度は原子結合を可能にするのに十分な高さでなければなりませんが、材料の融点以下に保たれなければなりません。一般的な経験則として、焼結は材料の絶対融点(絶対温度)の60%より高い温度で行われ、これは数百度から1,500℃をはるかに超える範囲に及びます。
焼結の核心的な課題は、正確な熱的スイートスポットを見つけることです。温度は、原子拡散を活性化させ、固体粒子を融合させるのに十分なほど高く、かつ材料が完全に液体になるのを避けるのに十分低い必要があります。
核心原理:融解を伴わない拡散
焼結は、粉末成形体を高密度で固体オブジェクトに変換する熱プロセスです。温度はこの変換の主要な原動力であり、プロセスの速度と有効性を決定します。
原子拡散の活性化
焼結を発生させるためには、隣接する粉末粒子の表面上の原子が移動し、新しい結合を形成するのに十分なエネルギーを持つ必要があります。高温はこの運動エネルギーを提供し、粒子境界を越えた原子拡散を促進します。
このプロセスは自然に粒子の全表面積を減らし、粒子を引き寄せ、部品を収縮させ、それらの間の空隙をなくします。
融点以下に留まること
極めて重要なことに、焼結は固相プロセスです。目標は、粒子が液体になることなく融合するようにすることです。
温度が材料の融点(Tm)に達すると、そのプロセスはもはや焼結ではなくなります。それは鋳造になります。これは、焼結が作り出すように設計された制御された微細構造を破壊します。
「経験則」温度
最も信頼できるガイドラインは、焼結温度が材料の融点の関数であるということです。このプロセスは通常、材料の絶対融点の約0.6から0.9倍の温度を必要とします。
例えば、2000℃で融解する材料は、1200℃から1800℃のどこかで焼結される可能性が高いです。

温度がこれほど広く変動する理由
焼結プロセスで見られる広範な温度範囲(600℃から1500℃超)は、使用される材料の多様性と望ましい最終特性の直接的な結果です。
材料の種類が主要因
異なる材料は、融点が大きく異なります。これが焼結温度の広い範囲の主な理由です。
- ジルコニアのようなセラミックスは、非常に高い融点を持つため、最大の密度を達成するために約1,500℃の温度で焼結されることがよくあります。
- 金属は広い範囲を持ち、一部の合金は約630℃で焼結され、他の合金は1000℃をはるかに超えます。
- プラスチックは融点がはるかに低いため、対応して低い温度、しばしば数百℃でのみ焼結されます。
目標:密度の制御
温度は、部品の最終的な密度を制御するための直接的なレバーです。より高い温度(適切な範囲内)は、一般的に拡散を速め、最終密度を高くします。
多くの高性能アプリケーションでは、目標は理論上の密度100%に可能な限り近づけることであり、これにより強度やその他の機械的特性が最大化されます。
トレードオフの理解
焼結温度の選択は、単に最低限のしきい値に達することだけではありません。それは重大な結果を伴うバランス行為です。
温度が不十分な場合
温度が低すぎると、拡散が遅く不完全になります。これは、高い気孔率、低密度、および低い機械的強度を持つ部品をもたらします。粒子は十分に結合されていません。
温度が高すぎる場合
温度が融点以下であっても、高すぎると有害になる可能性があります。それは、材料内の微細な結晶構造が大きくなりすぎる過度の粒成長を引き起こす可能性があります。これにより、材料が脆くなることがあります。
過焼結のリスク
最も明白な失敗は、融点を超えることです。これにより、部品はその形状を失い、精密に形成された焼結部品ではなく、鋳造物または半溶融塊になります。
目標に合わせた正しい選択をする
正しい焼結温度は、材料と望ましい結果によって決定されます。これらの原則をあなたの考えを導くために使用してください。
- 概念の理解が主な焦点である場合: 焼結は材料の融点の60%を超えるが、液化点より厳密に低いウィンドウで動作することを覚えておいてください。
- 特定の材料の処理が主な焦点である場合: 一般的な規則に頼らないでください。特定の正確な結果のために最適化されているため、その正確な材料の確立された焼結サイクルを調べてください。
- 性能の最適化が主な焦点である場合: 温度を密度と粒径を制御するためのツールとして扱い、これらは最終部品の機械的特性の主な決定要因です。
究極的に、温度はバラバラの粉末を高強度で一貫性のある固体に変換する基本的な制御です。
要約表:
| 材料カテゴリ | 典型的な焼結温度範囲 | 主要因 |
|---|---|---|
| セラミックス(例:ジルコニア) | 約1,500℃ | 非常に高い融点 |
| 金属 | 約630℃~1,000℃超 | 合金組成 |
| プラスチック | 数百℃ | 低い融点 |
| 一般則 | 絶対融点(Tm)の0.6 - 0.9倍 | 原子拡散 |
KINTEKで焼結プロセスを最適化
焼結部品の密度と強度の完璧なバランスを達成するには、正確な温度制御が必要です。成功のためには、適切なラボ炉が不可欠です。
KINTEKは、信頼性の高い焼結プロセス向けに設計された高性能ラボ炉および機器を専門としています。金属、セラミックスからプラスチックまで、お客様の特定の材料の熱的スイートスポットに到達するために必要なツールを提供します。
私たちが支援できること:
- お客様の温度範囲と材料要件に最適な炉を選択します。
- 正確さと耐久性のために構築された機器で一貫した結果を保証します。
- お客様の研究または生産目標に合わせたソリューションでラボの能力を向上させます。
お客様の焼結用途についてご相談いただき、ラボのニーズに最適なソリューションを見つけるために、今すぐお問い合わせください。
ビジュアルガイド