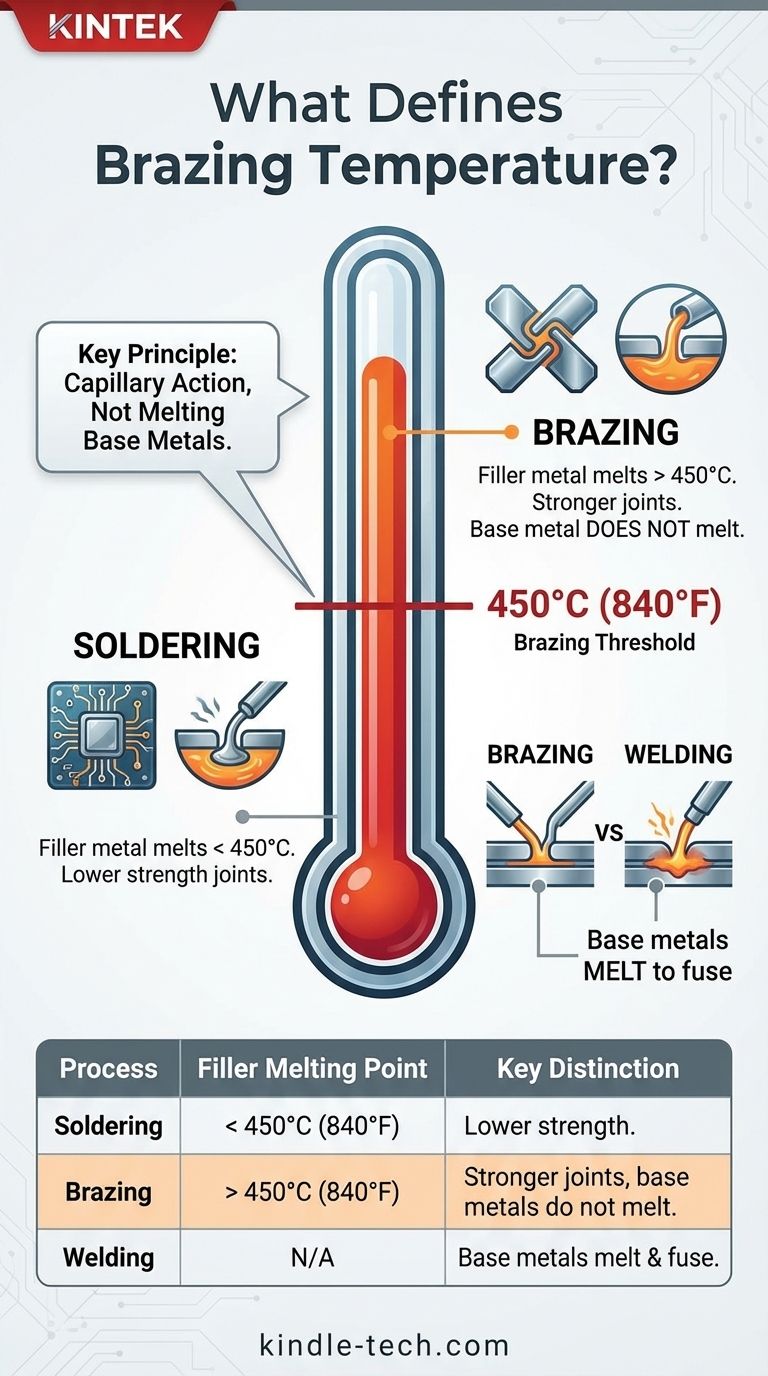
ろう付けは特定の温度閾値によって定義されます。米国溶接協会(AWS)および国際規格によると、金属接合プロセスは、450°C(840°F)を超える温度で溶融するろう材を使用する場合にろう付けと見なされます。重要なことに、このプロセスは母材を加熱しますが、決して溶融させないため、その基本的な構造は損なわれません。
450°C(840°F)は、ろう付けと半田付けを分ける業界標準の境界線です。しかし、ろう付けの真の原則は、特定の温度ではなく、母材自体を溶融させることなく、溶融したろう材を使用して金属を接合する行為です。
ろう付け vs. 半田付け:決定的な温度の区分
ろう付けと半田付けの区別は恣意的なものではありません。それは、ろう材の能力と特性、および結果として得られる接合部に基づいて分類されます。
450°C(840°F)の慣例
この温度は、半田付けとろう付けを区別する普遍的に受け入れられている閾値です。ろう材の液相線(完全に溶融する温度)がこの点より低い場合、プロセスは半田付けです。液相線がこの点より高い場合、プロセスはろう付けです。
この温度が重要な理由
この区別は、接合部の強度に直接関係しています。ろう付けに使用されるろう材は、半田とは冶金学的に異なり、より強く、高応力または高温用途に適した接合部を形成します。半田付けされた接合部は有用ですが、機械的強度は著しく低くなります。
閾値を超えて:実際のろう付け温度を定義するものとは?
450°Cが最低閾値である一方で、ほとんどのろう付け作業ははるかに高い温度で行われます。正確な温度は、関与する材料によって完全に決定されます。
ろう材の役割
特定のろう付け温度は、ろう材合金の融点によって決定されます。接合される母材と最終的な接合部に望ましい特性に基づいて、異なる合金が選択されます。
例えば、一般的な銀ベースのろう材合金は620°Cから845°C(1150°Fから1550°F)の間で溶融します。鋼の銅ろう付けは、しばしば約1120°C(2050°F)の炉で行われます。
毛細管現象の重要性
ろう付けは毛細管現象によって機能し、溶融したろう材が母材間の狭い隙間に引き込まれます。ろう材が完全に流れ込み、強く連続的な結合を形成するように、アセンブリはろう材の融点よりわずかに高い温度に加熱されなければなりません。
ろう付けと溶接の違い
ろう付けと溶接を混同しないことが重要です。溶接は母材自体を溶融させることによって機能し、多くの場合、ろう材を追加して融合させます。ろう付けは母材を溶融させないため、熱的に攻撃性の低いプロセスです。
トレードオフを理解する
ろう付け温度の選択は、定義を満たすことだけでなく、技術的要件と潜在的な欠点のバランスを取ることでもあります。
熱入力と歪み
高いろう付け温度は、アセンブリにより多くの熱エネルギーを導入します。これにより、母材の特性が変化したり(例:以前の熱処理を元に戻す)、反りや歪みが発生したりする可能性があります。これは精密部品にとって重要な懸念事項です。
ろう材の選択とコスト
ろう材の選択は温度を決定し、それがコストと性能に影響を与えます。低温の銀ろう材合金は、高温の銅ろう材よりも高価なことが多いですが、母材部品への熱損傷のリスクを軽減します。
接合強度と使用温度
ろう付け温度は、最終的な接合部の性能と関連しています。高温ろう材合金(ニッケルベースのろう材など)は、ジェットエンジンなどの高温環境で確実に機能する必要がある接合部を作成するために通常使用されます。
これをプロジェクトに適用する方法
温度閾値をガイドとして使用し、特定の目標に合った正しいプロセスを選択してください。
- 熱に敏感な部品の接合や歪みの最小化が主な焦点である場合:半田付けまたは450°Cの閾値をわずかに超える低温ろう材合金を検討してください。
- 構造用途で最大の接合強度を達成することが主な焦点である場合:銅またはニッケルベースのろう材などの高温ろう材合金が必要となり、1000°Cをはるかに超える温度での炉制御が必要です。
- 単にプロセスを区別することが主な焦点である場合:ルールを覚えておいてください。ろう材が450°C未満で溶融する場合は半田付け、母材を溶融させずに450°Cを超えて溶融する場合はろう付けです。
この核心原則を理解することで、材料特性と性能要件に基づいて適切な接合プロセスを選択できます。
要約表:
| プロセス | ろう材の融点 | 主な特徴 |
|---|---|---|
| 半田付け | 450°C (840°F)未満 | 要求の少ない用途向けの低強度接合部。 |
| ろう付け | 450°C (840°F)以上 | より強力な接合部。母材は加熱されるが溶融しない。 |
| 溶接 | 該当なし(母材が溶融) | 母材を溶融させて融合させる。 |
完璧で高強度のろう付け接合部を実現する準備はできていますか? KINTEKラボ炉の精密な温度制御は、ろう材が適切に流れ、母材を損傷することなく、ろう付けを成功させるために不可欠です。敏感な部品や高温合金を扱う場合でも、当社の専門家がお客様のプロジェクトに最適な装置を選択するお手伝いをいたします。今すぐKINTEKにお問い合わせください。お客様の特定の金属接合の課題について話し合い、当社のラボソリューションがどのように結果を向上させることができるかを発見してください。
ビジュアルガイド