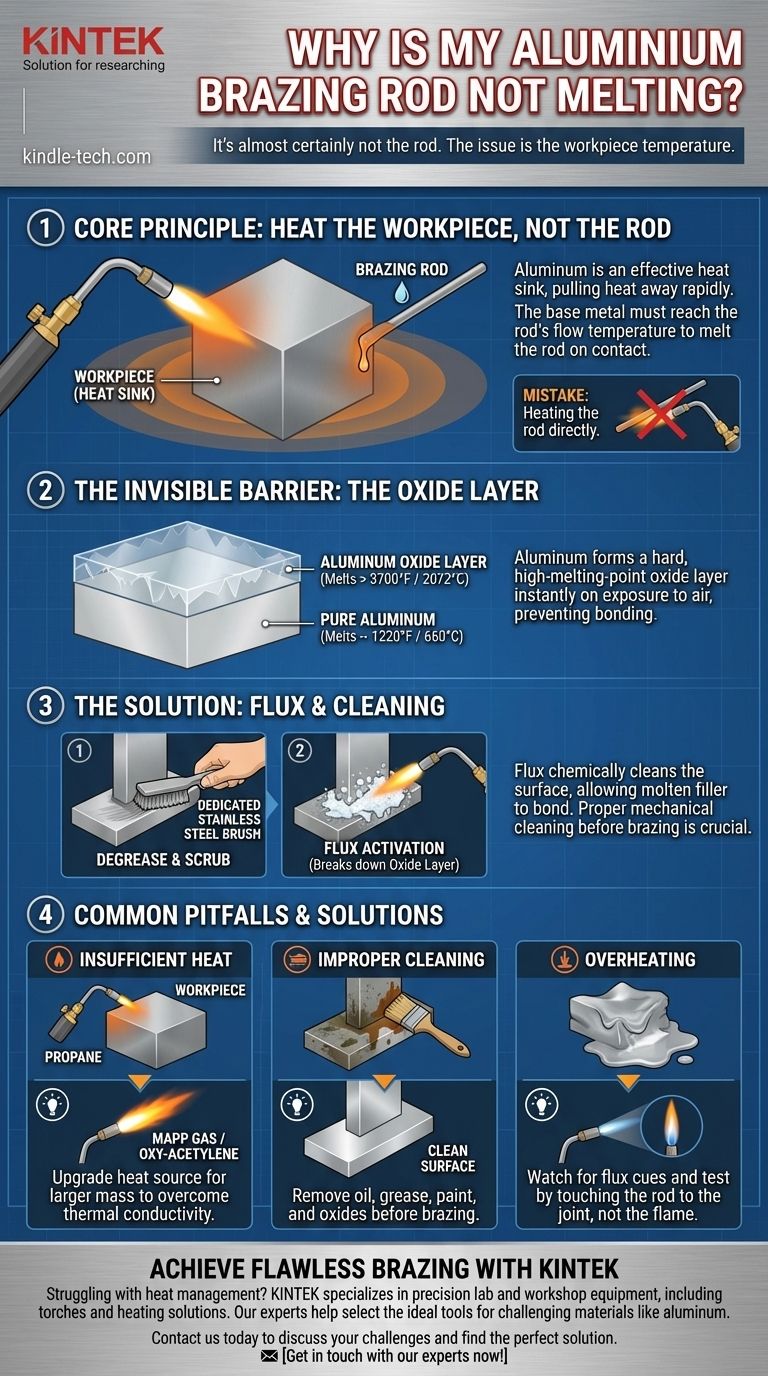
ほとんどの場合、問題はろう付け棒ではありません。アルミニウムろう付け棒が溶けないのは、ろう付けしようとしているアルミニウムのワークピースが十分に熱くないためです。アルミニウムは非常に効果的なヒートシンクであり、トーチが供給するよりも速く熱を接合部から奪い去ります。これは高い熱伝導率として知られる原理です。ろう付け棒が接触で溶けるのに十分な熱さになるまで、母材を加熱する必要があります。
アルミニウムろう付けにおける根本的な間違いは、充填棒をトーチで直接加熱することです。代わりに、ワークピースを広く均一に加熱する必要があります。母材自体がろう付け棒の流動温度に達し、それをワークに接触させたときにろう付け棒が溶けて接合部に流れ込むようにする必要があります。

核心原則:ろう付け棒ではなくワークピースを加熱する
アルミニウムが熱に対してどのように振る舞うかを理解することが、ろう付けを成功させる鍵です。その特性は鋼とは根本的に異なり、多くの人を戸惑わせます。
アルミニウムの高い熱伝導率
アルミニウム部品を熱の大きなスポンジと考えてください。トーチを一点に当てると、金属はその熱エネルギーをその全体に急速に広げます。
これは、接合部に焦点を当てた小さなトーチでは、多くの場合、負け戦であることを意味します。ワークピースは常に熱を奪い去り、接合部がろう付け棒の融点に達するのを妨げます。
「流動」温度の誤解
すべてのろう付け棒には、特定の作業温度、しばしば「流動温度」と呼ばれるものがあります。これは母材が到達しなければならない温度です。
炎の中でろう付け棒を溶かすだけでは十分ではありません。これを行うと、溶融したアルミニウムは単に丸まって落ちるだけで、冷たいワークピースには付着したり流れたりする理由がありません。ワークピースは、毛細管現象によって充填金属を接合部に引き込むのに十分な熱さでなければなりません。
見えない障壁:酸化層
たとえ温度が正しくても、もう一つ重要な要素が作用しています。それは目に見えない酸化アルミニウムの層です。
酸化アルミニウムとは?
アルミニウムは空気に触れるとすぐに、非常に硬く透明な酸化アルミニウムの層を形成します。この層は金属を保護しますが、ろう付けにとっては大きな問題です。
この酸化層の融点は3700°F(2072°C)以上であり、その下のアルミニウムは約1220°F(660°C)で溶けます。表面の酸化層を溶かす前に、ワークピースを溶かして水たまりにしてしまうでしょう。
フラックスの役割
ここでフラックスが不可欠になります。それが別個のペーストであろうと、ろう付け棒の内部にあるコア(フラックス入り棒)であろうと、その役割は強力な化学洗浄剤として機能することです。
ワークピースを加熱すると、フラックスが活性化します。それは積極的に酸化層を分解して除去し、溶融した充填金属が下の純粋でクリーンなアルミニウムに直接結合することを可能にします。効果的なフラックス作用がなければ、適切な結合は不可能です。
一般的な落とし穴と技術的な誤り
ワークピースを加熱してもまだうまくいかない場合、問題はこれらの一般的な間違いのいずれかにある可能性が高いです。
不十分な熱源
あなたのトーチは、単に作業に対して出力が不足している可能性があります。基本的なプロパントーチは非常に薄いアルミニウムチューブには十分かもしれませんが、厚いプレートやブロックに対しては失敗するでしょう。
金属の質量が、必要な熱量を決定します。大きな部品の場合、金属の熱伝導率を克服するために、MAPPガスや酸素アセチレンのようなより高温の燃料が必要です。
不適切なクリーニング
フラックスは油、グリース、塗料、または厚い陽極酸化膜を貫通して作用することはできません。プロセスは完全にきれいな金属から始める必要があります。
まず、アセトンやブレーキクリーナーなどの溶剤で脱脂します。次に、専用のステンレススチールブラシを使用して、接合部を力強くこすります。これにより、表面の酸化膜が機械的に破壊され、フラックスが作用するための清潔で生の表面が作成されます。鋼に使用されたブラシを使用すると、アルミニウムが汚染され、ろう付けが台無しになります。
ワークピースの過熱
部品をろう付け棒の流動温度まで加熱することと、部品自体を溶かすことの間には微妙な境界線があります。これが学習曲線の最も難しい部分です。
フラックスの視覚的な合図に注意してください。適切な温度に近づくと、水っぽくなったり透明になったりすることがよくあります。また、定期的にろう付け棒を接合部(炎から離れた場所)に触れてテストすることもできます。ワークピースが十分に熱ければ、ろう付け棒は即座に溶けて流れます。溶けない場合は、離してさらに熱を加えます。
ろう付けを成功させるための実用的なチェックリスト
問題を解決し、強力で信頼性の高い接合を実現するために、これらの原則を順番に適用してください。
- 強力な結合が主な焦点の場合:厳格なクリーニングから始めます。部品を脱脂し、ろう付け直前に専用のステンレススチールブラシで接合部をこすります。
- ろう付け棒を流動させることが主な焦点の場合:接合部自体ではなく、接合部の周りの領域に焦点を当てて、ワークピースを広く均一に加熱します。熱を部品に「浸透」させます。
- 厚い部品での失敗を避けることが主な焦点の場合:熱源が金属の質量に十分であることを確認します。プロパントーチが1分経っても機能しない場合、MAPPガスにアップグレードする必要がある可能性があります。
ワークピースの熱をマスターすれば、アルミニウムろう付けの技術をマスターできます。
要約表:
| 一般的な問題 | 主な原因 | 主な解決策 |
|---|---|---|
| ろう付け棒が溶けない | ワークピースが冷たすぎる | 母材を広く均一に加熱する |
| ろう付け棒が丸まって付着しない | 酸化層が結合を妨げる | 適切なフラックスを使用し、ステンレススチールブラシで清掃する |
| 厚い部品でプロセスが失敗する | トーチの出力が不足している | MAPPガスまたは酸素アセチレンにアップグレードする |
| 弱く、失敗した接合 | ろう付け前の清掃が不十分 | 加熱直前に接合部を脱脂してこする |
適切な機器と専門知識で、完璧なアルミニウムろう付け結果を実現しましょう。
熱管理や接合部の失敗でお困りですか?KINTEKは、アルミニウムのような難しい材料に最適なトーチや加熱ソリューションを含む、精密な実験室および作業場機器を専門としています。当社の専門家が、お客様の特定の用途に最適なツールを選択するお手伝いをし、常に強力で信頼性の高い結合を保証します。
ろう付けの課題について話し合い、実験室や作業場のニーズに最適なソリューションを見つけるために、今すぐお問い合わせください。
今すぐ専門家にお問い合わせください!
ビジュアルガイド
関連製品
- 産業用途向けエンジニアリング先進ファインアルミナ Al2O3 セラミックロッド絶縁体
- エンジニアリング先進ファインセラミックス用精密加工イットリウム安定化ジルコニアセラミックロッド
- 高温用途向け窒化ホウ素(BN)セラミックロッド
- 固体電池研究用温間等方圧プレス
- PTFEブフナー漏斗および三角漏斗用カスタムPTFEテフロン部品メーカー



















