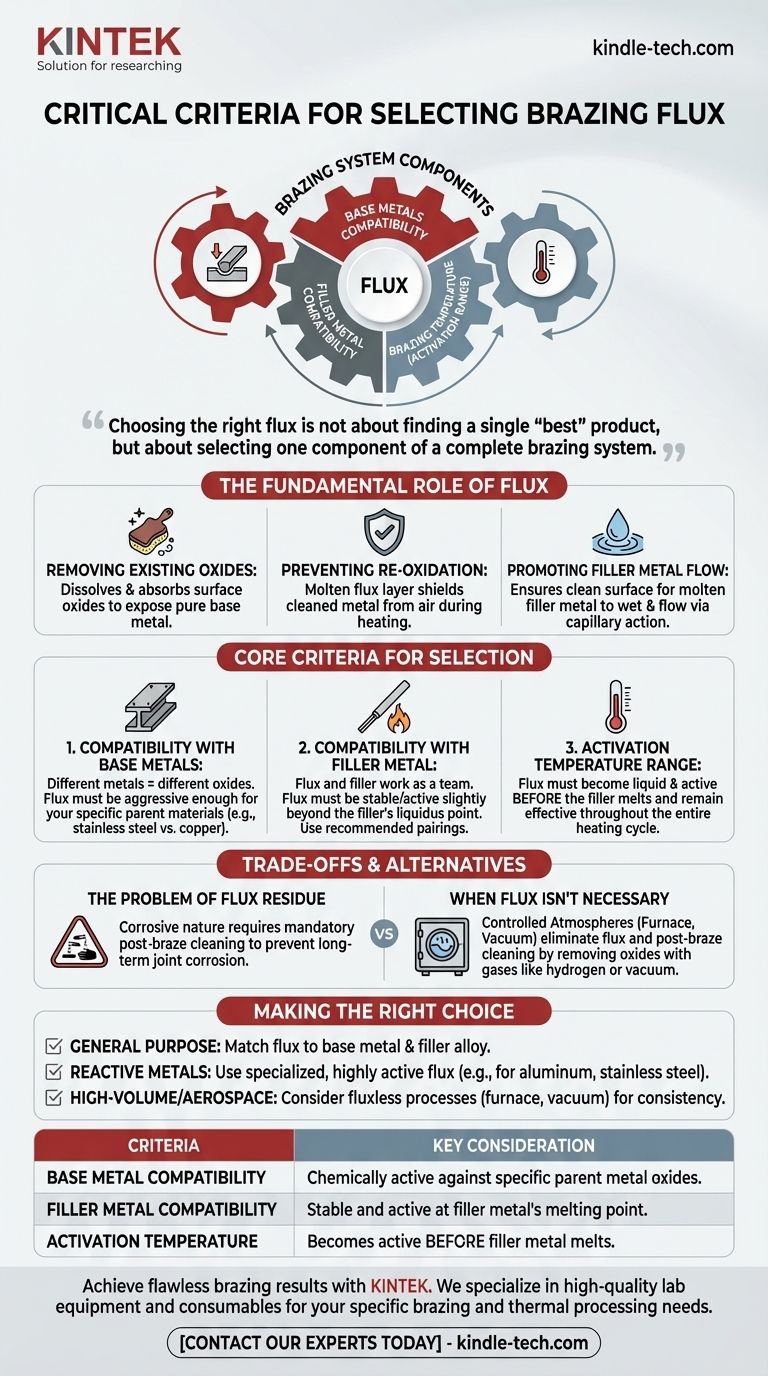
ろう付けフラックスを選択する際、重要な基準は、母材、溶加材合金、および必要なろう付け温度との適合性です。フラックスは、接合する特定の金属を清浄にするのに十分な化学的活性を持ち、溶加材が液化して流れる熱範囲内で正しく機能する必要があります。
適切なフラックスを選ぶことは、単一の「最高の」製品を見つけることではなく、完全なろう付けシステムの一つの構成要素を選択することです。フラックスの主な役割は、溶加材が強力で永続的な結合を形成するために必要な正確な温度で、化学的に清浄な表面を確保することです。
ろう付けにおけるフラックスの基本的な役割
フラックスを選択するには、まずその目的を理解する必要があります。フラックスは、ろう付け接合を成功させるために、加熱プロセス中にいくつかの重要な機能を果たす強力な化学剤です。
既存の酸化物の除去
すべての金属は、きれいに見えても、表面に金属酸化物の層を持っています。フラックスには、これらの酸化物を溶解して吸収し、その下にある純粋な母材を露出させる化学物質が含まれています。
再酸化の防止
部品を加熱すると、酸化の速度が劇的に増加します。溶融したフラックスの層は、清浄化された母材を周囲の空気から遮断し、ろう付け温度で新たな頑固な酸化物が形成されるのを防ぎます。
溶加材の流れの促進
完全に清浄で遮蔽された表面を作り出すことで、フラックスは溶融した溶加材が母材を「濡らす」ことを可能にします。この濡れ作用により、毛細管現象が溶加材を接合部の奥深くまで引き込み、最大の強度が得られます。

フラックス選択の主要基準
その役割を明確に理解した上で、フラックスを3つの主要な技術的基準に基づいて評価することができます。
母材との適合性
異なる金属は異なる種類の酸化物を生成します。銅や真鍮用に設計されたフラックスは、ステンレス鋼の頑丈なクロム酸化物層を除去するのに十分な強力さを持っていません。使用する母材の酸化物に対して活性があるように特別に配合されたフラックスを選択する必要があります。
溶加材との適合性
フラックスと溶加材はチームとして機能するように設計されています。フラックスは、特定のろう付け合金の液相線(流動点)まで、そしてそれをわずかに超えるまで安定して活性を維持する必要があります。このため、メーカーは特定のフラックスと合金の組み合わせを推奨したり、一緒に販売したりすることがよくあります。
活性化温度範囲
すべてのフラックスには活性温度範囲があります。フラックスは、溶加材が溶ける前に液化して金属の清浄を開始する必要があります。また、加熱サイクル全体を通して、分解したり早すぎるうちに消耗したりすることなく、効果を維持する必要があります。
トレードオフと代替案の理解
多くの用途で不可欠である一方で、化学フラックスは万能の解決策ではありません。その限界を理解することが、専門的な意思決定を行う上で重要です。
フラックス残渣の問題
フラックスを効果的にする化学物質は、その性質上、腐食性があります。ろう付け後、残ったフラックス残渣は空気中の水分を吸収し、時間の経過とともに完成した接合部や母材を積極的に腐食させる可能性があります。ろう付け後の清浄は任意ではなく、必須のプロセスステップです。
フラックスが不要な場合:制御された雰囲気
多くの大量生産または高純度用途では、フラックスは完全に排除されます。炉中ろう付けや真空ろう付けなどのプロセスでは、化学フラックスの代わりに注意深く制御された雰囲気が使用されます。
水素のようなガス、または真空中の雰囲気の欠如は、フラックスと同じ機能を果たします。つまり、酸化物を除去し、その形成を防ぎます。これにより、ろう付け後の清浄の必要がなくなり、よりクリーンな接合部と、多くの場合、より合理化された生産プロセスが実現します。
用途に合った適切な選択をする
最終的な選択を導くために、具体的な目標を使用してください。
- 主な焦点が汎用トーチろう付けの場合:メーカーによって母材(例:鋼、銅)と使用する特定の溶加合金の両方に明示的に適合しているフラックスを選択してください。
- 主な焦点がアルミニウムやステンレス鋼のような反応性金属の接合の場合:標準的なフラックスでは失敗するため、それらの特定の金属用に設計された特殊な高活性フラックスを使用する必要があります。
- 主な焦点が大量生産または航空宇宙グレードの品質の場合:一貫性を向上させ、ろう付け後の清浄のコストとリスクを排除するために、炉中ろう付けや真空ろう付けのようなフラックスレスプロセスを検討してください。
フラックスをろう付けシステム全体の重要な構成要素として扱うことで、用途に応じた強力で信頼性の高い耐久性のある接合部を確保できます。
要約表:
| 基準 | 主要な考慮事項 |
|---|---|
| 母材との適合性 | フラックスは、母材の特定の酸化物に対して化学的に活性でなければなりません(例:ステンレス鋼は銅よりも強力なフラックスを必要とします)。 |
| 溶加材との適合性 | フラックスは、溶加材の融点でも安定して活性を維持する必要があります。メーカー推奨の組み合わせを使用してください。 |
| 活性化温度 | フラックスは、溶加材が溶ける前に活性化し、加熱サイクル全体を通して効果を維持する必要があります。 |
適切な機器と消耗品で完璧なろう付け結果を達成しましょう。
正しいフラックスの選択は、ろう付け作業を成功させるための一部分に過ぎません。KINTEKは、お客様の特定のろう付けおよび熱処理のニーズに合わせた高品質の実験装置と消耗品を提供しています。研究開発、品質管理、または生産のいずれに取り組んでいる場合でも、当社の専門知識により、強力で信頼性の高い接合部を実現するための適切なツールが確保されます。
お客様のプロセスの最適化をお手伝いします。今すぐ当社の専門家にお問い合わせください。お客様の用途要件についてご相談ください!
ビジュアルガイド