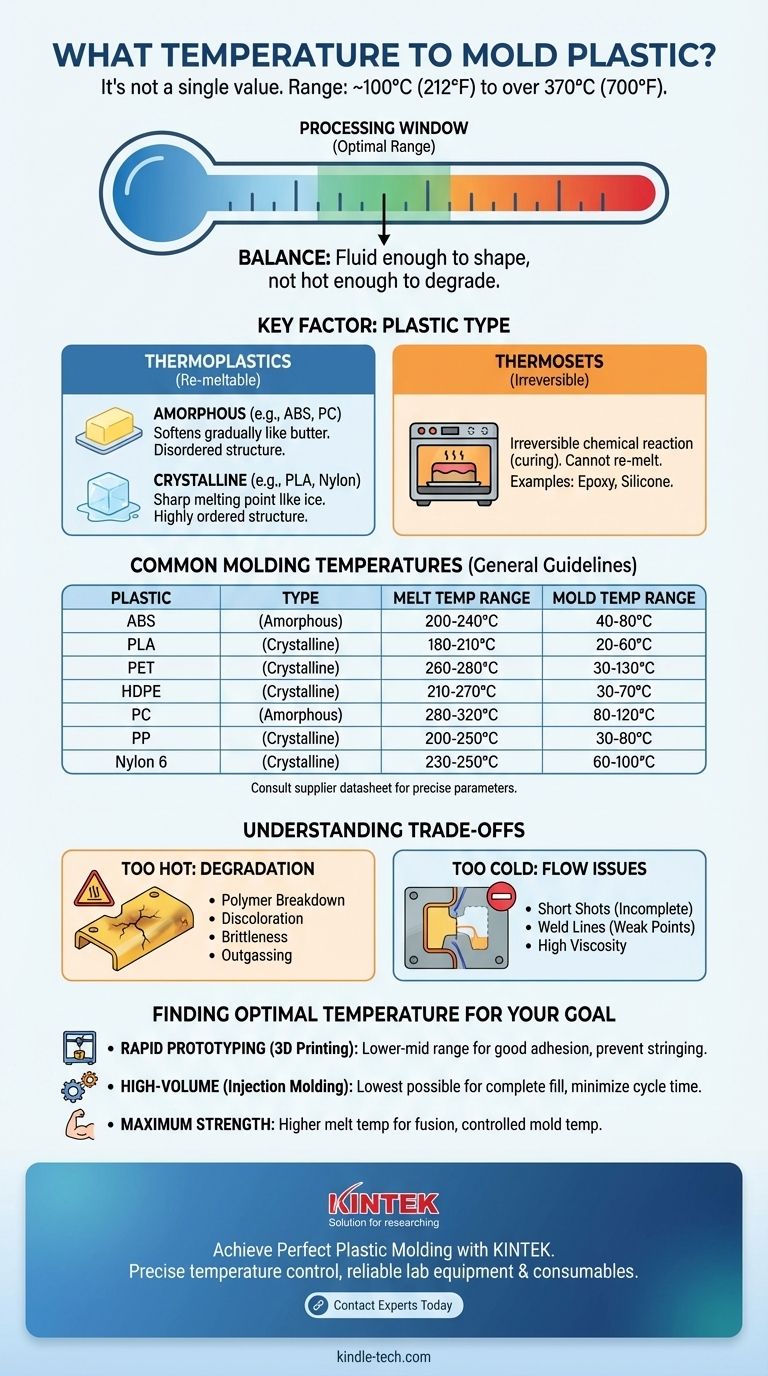
プラスチックの成形に必要な温度は単一の値ではありません。約100°C(212°F)から370°C(700°F)を超えるまで大きく異なります。正確な温度は、使用するプラスチックの特定のタイプ、製造プロセス(射出成形や3Dプリンティングなど)、および最終製品に求められる特性に完全に依存します。成功した結果を得るためには、各ポリマー固有の加工ウィンドウを尊重する必要があります。
基本的な原則は、すべてのプラスチックには特定の「加工ウィンドウ」があるということです。これは、成形できるほど流動性がありながら、分解し始めるほど高温ではない温度範囲です。この最適な温度を見つけることは、材料固有の特性と製造プロセスの要求との間の重要なバランスです。

決定的な要因:プラスチックの種類
成形温度を決定する最も重要な変数は、プラスチック自体の化学構造です。これは、加熱および冷却時に材料がどのように振る舞うかを決定します。
熱可塑性プラスチックと熱硬化性プラスチック
プラスチックは大きく分けて2つのファミリーに分類されます。熱可塑性プラスチックは、氷が水に溶けて再び凍ることができるのと同じように、化学的な大きな変化なしに何度も溶かして再成形できます。このグループには、ポリエチレン(PE)、ポリプロピレン(PP)、ABSなどの一般的な材料が含まれます。
一方、熱硬化性プラスチックは、加熱されると不可逆的な化学反応(硬化)を起こします。一度セットされると、再溶解することはできません。このプロセスはケーキを焼くことに似ており、生地に戻すことはできません。例としては、エポキシ、シリコーン、ポリウレタンなどがあります。
非晶質と結晶質の構造
熱可塑性プラスチックの中では、材料の分子構造がその融解挙動をさらに定義します。ポリカーボネート(PC)などの非晶質プラスチックは、無秩序な分子構造を持っています。それらは明確な融点を持たず、バターのように広い温度範囲にわたって徐々に軟化します。
ナイロン(PA)などの結晶質プラスチックは、高度に秩序化され、密に詰まった分子構造を持っています。それらは氷のように振る舞い、非常に特定の明確な融点に達するまで固体状態を維持し、そこで急速に液体になります。
一般的な成形温度ガイド
射出成形に使用される熱可塑性プラスチックの場合、溶融したプラスチックの温度(メルト温度)と金型自体の温度(金型温度)の両方が重要です。金型温度は、部品の最終的な仕上がり、寸法、強度に影響を与える凝固速度を制御するために、著しく低く保たれます。
| プラスチック名 | 種類 | 一般的なメルト温度範囲 | 一般的な金型温度範囲 |
|---|---|---|---|
| ABS(アクリロニトリル・ブタジエン・スチレン) | 非晶質 | 200 - 240°C (392 - 464°F) | 40 - 80°C (104 - 176°F) |
| PLA(ポリ乳酸) | 結晶質 | 180 - 210°C (356 - 410°F) | 20 - 60°C (68 - 140°F) |
| PET(ポリエチレンテレフタレート) | 結晶質 | 260 - 280°C (500 - 536°F) | 30 - 130°C (86 - 266°F) |
| HDPE(高密度ポリエチレン) | 結晶質 | 210 - 270°C (410 - 518°F) | 30 - 70°C (86 - 158°F) |
| ポリカーボネート (PC) | 非晶質 | 280 - 320°C (536 - 608°F) | 80 - 120°C (176 - 248°F) |
| ポリプロピレン (PP) | 結晶質 | 200 - 250°C (392 - 482°F) | 30 - 80°C (86 - 176°F) |
| ナイロン6 (PA6) | 結晶質 | 230 - 250°C (446 - 482°F) | 60 - 100°C (140 - 212°F) |
注:これらは一般的なガイドラインです。最も正確な加工パラメーターについては、必ず特定の材料サプライヤーのデータシートを参照してください。
トレードオフの理解
温度を選択することは、単にプラスチックを液体にすることではなく、材料の挙動を制御し、欠陥を回避するための慎重なバランス行為です。
高温すぎる:劣化の危険性
推奨される加工ウィンドウを超えると、ポリマー鎖が分解する可能性があります。この熱分解は、いくつかの問題を引き起こす可能性があります。
変色(特に黄変や茶色化)、部品が脆くなる衝撃強度の低下、および銀筋などの表面の傷を引き起こすガスの放出が見られることがあります。
低温すぎる:流れと融合の問題
温度が低すぎると、プラスチックの粘度が高すぎます。金型キャビティ全体を充填するのに十分なほど容易に流れず、「ショートショット」として知られる不完全な部品になります。
金型が充填されたとしても、冷たいプラスチックは、2つの流れの前面が出会っても適切に融合しないウェルドラインと呼ばれる弱点を作り出し、部品の構造的完全性を損なう可能性があります。
プロジェクトに最適な温度を見つける
理想的な温度設定は、常に速度、品質、材料特性のバランスを取るため、特定の目的に依存します。
- 迅速なプロトタイピング(3Dプリンティングなど)を主な焦点とする場合: 糸引きや変形を防ぐために、推奨温度範囲の下限から中間点で実行することが多い、良好な層の接着と寸法精度を優先します。
- 大量生産(射出成形)を主な焦点とする場合: サイクルタイムを短縮し、エネルギーを節約するために、金型を完全に充填できるだけの最低限のメルト温度を目指します。
- 部品の強度を最大限に高めることを主な焦点とする場合: メルト温度がウェルドラインでの完全な分子融合を可能にするのに十分な高さであることを確認し、結晶構造を制御し内部応力を低減するために制御された金型温度を使用します。
最終的に、成功するプラスチック部品を実現するには、メーカーのデータシートを出発点とし、その後、特定のアプリケーションに合わせてプロセスを完成させるために、体系的な小さな調整を行う必要があります。
要約表:
| プラスチック名 | 種類 | 一般的なメルト温度範囲 | 一般的な金型温度範囲 |
|---|---|---|---|
| ABS | 非晶質 | 200 - 240°C (392 - 464°F) | 40 - 80°C (104 - 176°F) |
| PLA | 結晶質 | 180 - 210°C (356 - 410°F) | 20 - 60°C (68 - 140°F) |
| PET | 結晶質 | 260 - 280°C (500 - 536°F) | 30 - 130°C (86 - 266°F) |
| HDPE | 結晶質 | 210 - 270°C (410 - 518°F) | 30 - 70°C (86 - 158°F) |
| ポリカーボネート (PC) | 非晶質 | 280 - 320°C (536 - 608°F) | 80 - 120°C (176 - 248°F) |
| ポリプロピレン (PP) | 結晶質 | 200 - 250°C (392 - 482°F) | 30 - 80°C (86 - 176°F) |
| ナイロン6 (PA6) | 結晶質 | 230 - 250°C (446 - 482°F) | 60 - 100°C (140 - 212°F) |
KINTEKで完璧なプラスチック成形を実現
プラスチック材料の正確な温度要件を把握することは、劣化や不完全な充填などの欠陥を回避するために不可欠です。KINTEKは、お客様の研究所の固有のニーズに合わせて調整された高品質のラボ機器と消耗品の提供を専門としています。迅速なプロトタイピング、大量生産、または最大の部品強度を必要とする研究のいずれに従事している場合でも、当社の専門知識が最適な結果を達成することを保証します。
私たちができること:
- 正確な温度制御と一貫した性能のための適切な機器の選択。
- 厳格な材料仕様を満たす信頼性の高い消耗品によるプロセスの最適化。
- 精度と耐久性のために設計されたソリューションによる研究所の効率の向上。
温度の課題によってプロジェクトの成功を危うくしないでください。KINTEKがお客様のプラスチック成形アプリケーションをどのようにサポートし、お客様の作業が要求する品質を提供できるかについて、今すぐ専門家にご相談ください。
ビジュアルガイド
関連製品
- FTIR用XRF & KBRプラスチックリングラボ粉末ペレットプレス金型
- 真空熱処理・モリブデン線焼結炉(真空焼結用)
- モリブデン真空熱処理炉
- 実験室用脱脂・予備焼結用高温マッフル炉
- 炭素材料用黒鉛真空炉底排出黒鉛炉
















