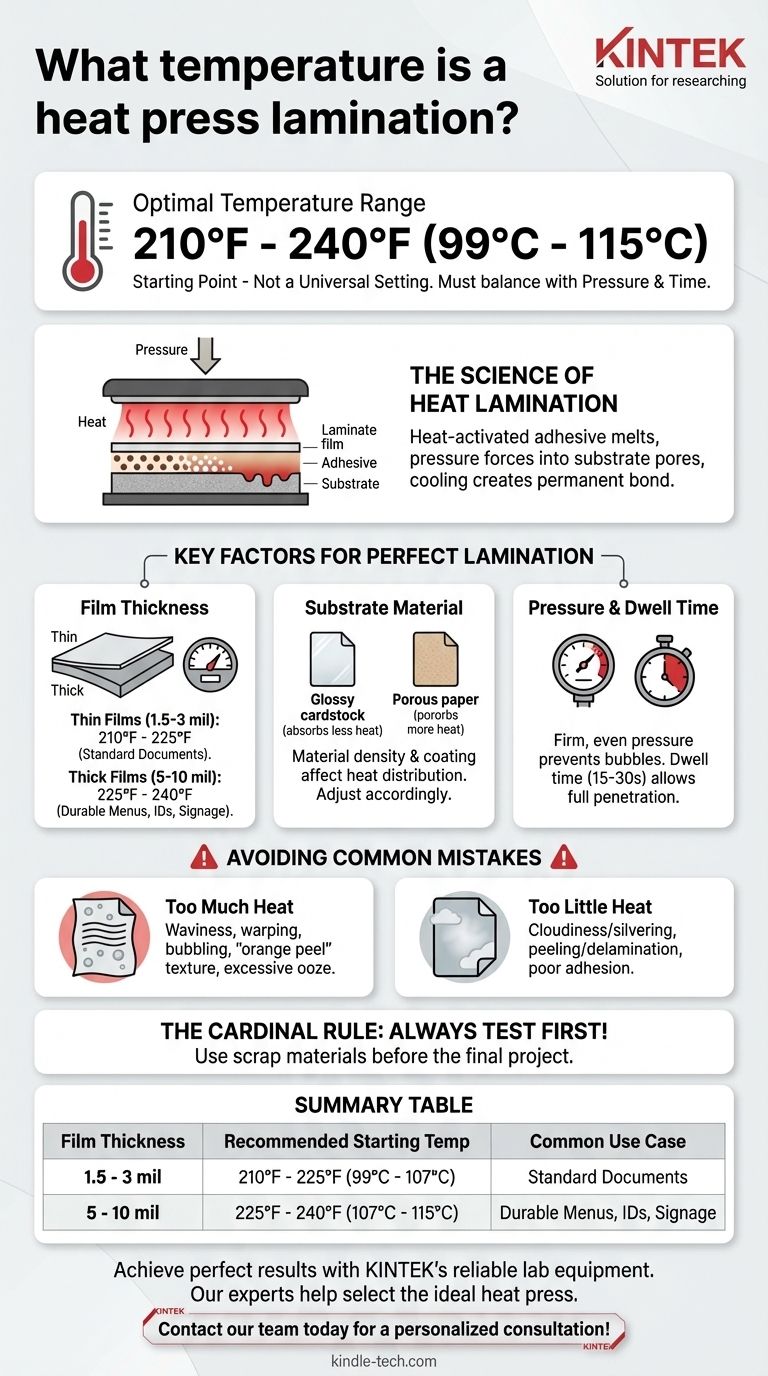
手短に言うと、ヒートプレスラミネートの適切な温度は通常、210°Fから240°F(99°Cから115°C)の間です。ただし、この範囲はあくまで出発点であり、理想的な温度はラミネートフィルムの特定の厚さとラミネートする素材によって決まります。
最も重要なことは、温度が単独の設定ではないということです。それは圧力と時間とのデリケートなバランスの中で機能します。正しい温度を見つけるには、特定の材料を理解し、最終的なプロジェクトに着手する前に必ずテストランを実行することです。
熱ラミネートの科学
熱が実際に何をするか
熱ラミネートは、熱活性化接着剤を使用する熱ラミネートとも呼ばれます。ラミネートフィルムには、固形で触ると冷たいポリマー接着剤の層があります。
ヒートプレスが適切な温度を印加すると、この接着剤は液体状態に溶融します。次に、プレスの圧力により、この溶融した接着剤が基材(ラミネートされる紙または材料)の細孔に押し込まれます。
冷却されると、接着剤は固化し、フィルムと材料の間に永続的で保護的、かつ透明な結合を形成します。

温度を決定する主要な要因
完璧なラミネートを実現するには、温度、圧力、時間の3つの相互に関連する変数のバランスを取る必要があります。1つを変更すると、他のものも調整する必要があることがよくあります。
ラミネートフィルムの厚さ
これが最も重要な要素です。ラミネートフィルムはミル(1インチの千分の1)で測定されます。厚いフィルムは、より多くの接着剤を溶かすためにより多くの熱を必要とします。
- 薄いフィルム(1.5~3ミル):通常、210°F~225°Fの範囲でより低い温度を必要とします。
- 厚いフィルム(5~10ミル):貫通させるためにより高い温度が必要で、多くの場合、225°F~240°Fの範囲、またはそれよりわずかに高い温度が必要です。
基材
異なる材料は、熱を異なる方法で吸収および分配します。密度の高い光沢のあるカードストックは、多孔質でコーティングされていない紙とは異なる方法で加熱されます。
常に基材を考慮してください。特定の種類の印画紙や合成繊維のような熱に敏感な材料をラミネートする場合は、良好な接着を達成できる可能な限り低い温度を使用する必要があります。
圧力の役割
圧力は、溶融した接着剤が基材に完全に浸透し、強力で気泡のない接着を確保します。ラミネートに使用されるほとんどのヒートプレスは、しっかりとした均一な圧力を必要とします。
温度がわずかに低すぎる場合、場合によっては圧力または時間をわずかに増やすことで補うことができます。ただし、過度の圧力は接着剤が側面から押し出される「にじみ」と呼ばれる現象を引き起こす可能性があります。
滞留時間
滞留時間とは、熱と圧力が印加される時間のことです。厚いフィルムや密度の高い基材は、熱が完全に浸透して接着剤を活性化させるためにより長い滞留時間を必要とします。これは通常15〜30秒の範囲ですが、機械や材料によって異なります。
落とし穴と一般的な間違いを理解する
設定を間違えると、プロジェクトが台無しになる可能性があります。間違った温度の兆候を認識することは、調整を行う上で非常に重要です。
熱が多すぎる兆候
過度の熱は最も一般的な間違いです。接着剤だけでなくポリエステルフィルム自体も溶かしてしまい、いくつかの特徴的な兆候が現れます。
- 波打ちや反り:基材とフィルムがカールしたり、波打ったりします。
- 気泡:小さな気泡が現れ、接着剤またはフィルムが沸騰したことを示します。
- 「オレンジピール」テクスチャ:ラミネートの表面が完全に滑らかではなく、でこぼこして不均一に見えます。
- 過度の滲み:溶融した接着剤が端から大量に押し出されます。
熱が少なすぎる兆候
熱が不十分だと接着剤が適切に溶けず、接着が弱くなったり不完全になったりします。
- 曇りや「銀化」:ラミネートされたアイテムがかすんだり、銀色の曇った斑点が見られます。これは、接着剤が完全に溶けて接着しなかった明確な兆候です。
- 剥がれや層間剥離:フィルムが基材から、特に角の部分で簡単に剥がれます。
- 接着不良:接着が弱く不安定に感じられ、アイテムに必要な剛性がありません。
絶対的なルール:常に最初にテストする
最終的な、かけがえのない作品をラミネートする前に、必ず設定をテストしてください。まったく同じ基材の切れ端と、ラミネートフィルムの小さな切れ端を使用してください。この小さなステップが、費用がかかりイライラする間違いを防ぎます。
これをプロジェクトに適用する方法
これらのガイドラインを出発点として使用し、テストランの結果に基づいて調整してください。
- 標準的な書類(3ミルフィルム)が主な焦点の場合:プレスを220°F(104°C)で、20秒間しっかりとした圧力で開始します。曇りが見られる場合は、温度を5度上げてください。
- 耐久性のあるメニューやID(5ミルフィルム)が主な焦点の場合:230°F(110°C)で、25〜30秒間しっかりとした圧力で開始します。この厚さでは、完全に接着するためにより多くの熱と時間が必要です。
- 硬質な看板(10ミルフィルム)が主な焦点の場合:初期温度を240°F(115°C)に設定し、少なくとも30秒間しっかりとした圧力で設定します。完全に透明で硬質な最終製品であることを確認してください。
- 熱に敏感な材料をラミネートする場合:可能な限り低い温度設定、約210°F(99°C)を使用し、滞留時間をわずかに長くすることで補います。最初の試みで完璧な接着を求めるよりも、元のものを保護することを優先してください。
最終的に、ラミネートを習得することは、機械、フィルム、材料の特定の組み合わせに最適な設定を見つけるためのテストと改良のプロセスです。
要約表:
| フィルム厚さ(ミル) | 推奨開始温度 | 一般的な使用例 |
|---|---|---|
| 1.5 - 3ミル | 210°F - 225°F (99°C - 107°C) | 標準書類 |
| 5 - 10ミル | 225°F - 240°F (107°C - 115°C) | 耐久性のあるメニュー、ID、看板 |
毎回、完璧で気泡のないラミネートを実現しましょう。適切な機器は、温度、圧力、時間をマスターするための鍵です。KINTEKは信頼性の高い研究室機器と消耗品を専門とし、あらゆる研究室およびプロのラミネートニーズに対応しています。当社の専門家が、完璧な結果を得るための理想的なヒートプレスを選ぶお手伝いをいたします。今すぐ当社のチームにお問い合わせください!
ビジュアルガイド