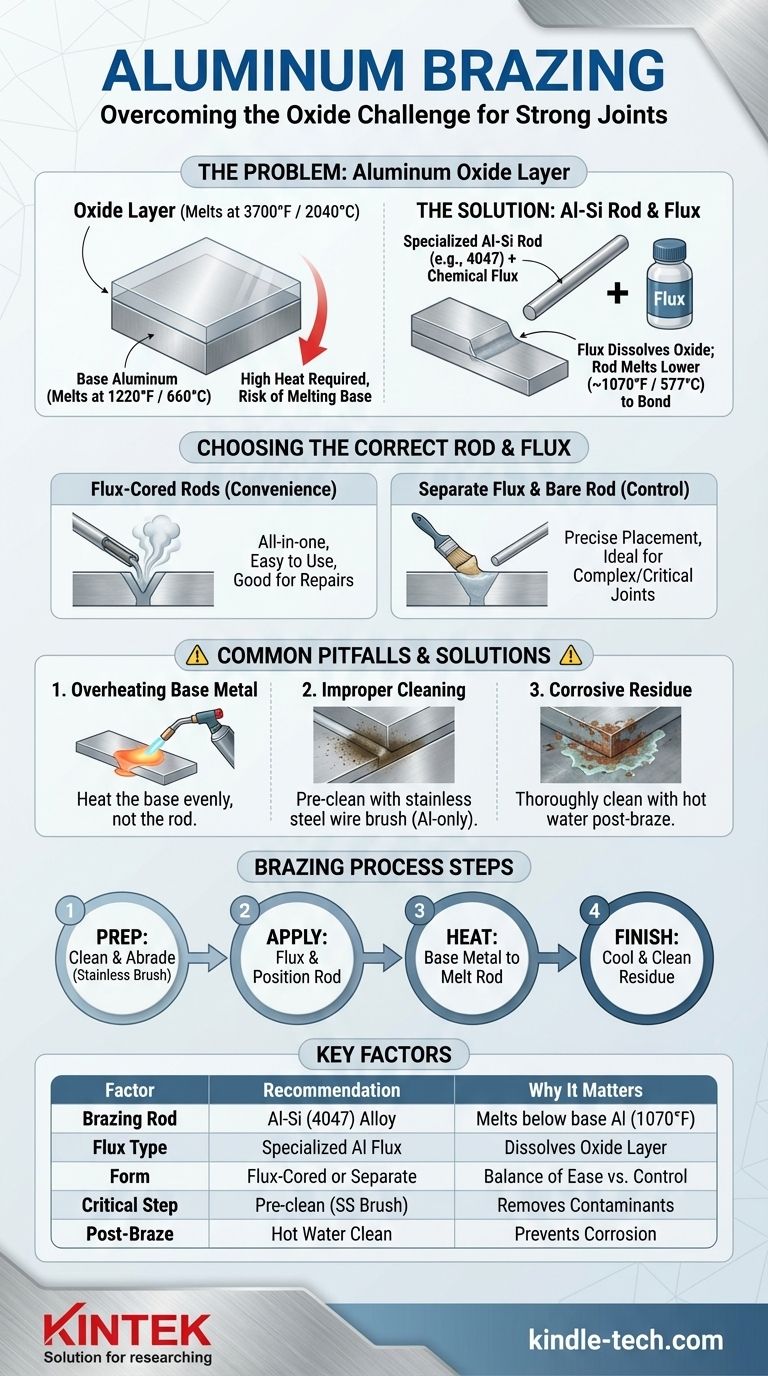
アルミニウムをろう付けするには、4047または類似の合金として指定されることが多い、特殊なアルミニウム-シリコン(Al-Si)ろう材を使用する必要があります。これらのろう材は、接合する母材のアルミニウムよりも融点が低くなっています。極めて重要な点として、ろう付けを成功させるには、強力な接合を妨げる主な障害物である、頑固な酸化アルミニウム層を化学的に除去するために設計された特定のフラックスも必要です。
アルミニウム接合の難しさは、金属そのものではなく、その表面にある目に見えない、融点の高い酸化アルミニウム層にあります。したがって、成功は特定のろう材ブランドよりも、この酸化層を管理するために適切なフラックスを使用し、正確な温度制御を維持することにかかっています。

アルミニウムろう付けが特有の課題である理由
アルミニウムを効果的に接合するには、まず解決しようとしている根本的な問題を理解する必要があります。単にろう材を継手に溶かし込むだけではありません。
問題点:酸化皮膜
すべてのアルミニウム片は、薄く、硬く、透明な酸化アルミニウムの層によって保護されています。
この酸化皮膜は、アルミニウムが腐食に対して非常に強い理由ですが、接合プロセスの主な敵でもあります。これは約3700°F(2040°C)で溶融しますが、その下のアルミニウムはわずか1220°F(660°C)で溶融します。
継手を加熱して標準的なろう材を溶かそうとすると、酸化皮膜を貫通する前に、母材のアルミニウムが溶けて水たまりになってしまいます。
解決策:フラックスと低温ろう材
解決策は2つの部分からなるシステムです。特殊なろう材と活性化学フラックスです。
フラックスは、加熱されると酸化アルミニウム層を攻撃して溶解するように設計された化学薬剤です。アルミニウム-シリコンろう材は、母材のアルミニウムの融点よりわずかに低い温度で溶けるように設計されており、フラックスが道筋を確保した後、継手に流れ込むことを可能にします。
適切なろう材とフラックスの選択
プロセスが鍵となりますが、適切な材料を選択することが必要な最初のステップです。選択は通常、利便性と制御のトレードオフになります。
標準的な選択:アルミニウム-シリコン(Al-Si)ろう材
アルミニウムろう付けの業界標準は、アルミニウムとシリコンの合金であり、最も一般的に4047(Al-Si12)です。
高いシリコン含有量は、この合金に2つの重要な特性を与えます。
- 低い融点: 約1070°F(577°C)で液体になり、一般的なアルミニウム合金の融点よりもはるかに低くなります。
- 優れた流れ(濡れ性): 溶融すると、毛細管現象によりタイトな継手に容易に流れます。
フラックス入りろう材 対 単独のフラックス
これらの材料は主に2つの形態で購入できます。
フラックス入りろう材は、フラックスの粉末がろう材自体の中に含まれています。ろう材を加熱すると、フラックスが直接継手に放出されます。これは非常に便利で、初心者にも最適です。
単独のフラックスは、加熱前に継手にフラックスペーストまたは粉末を塗布し、その後、素のろう材を導入する方法です。この方法は、フラックスの配置により多くの制御を提供し、複雑な継手や重要な継手で好まれることがよくあります。
トレードオフと一般的な落とし穴の理解
アルミニウムは、失敗する前にほとんど警告を発しません。鋼のように赤く光ってから溶けるのではなく、単に液体の水たまりになります。この容赦のない性質が、一般的な間違いにつながります。
落とし穴 #1:母材の過熱
これは最も一般的な失敗です。作業者は、ろう材を溶かそうとして、加工物に過剰な直接熱を加えます。
正しい技術は、継手の周りの母材を均一に加熱し、ろう材が接触したときに溶けるのに十分な温度にすることです。トーチはろう材ではなく、部品を加熱する必要があります。
落とし穴 #2:不適切な洗浄
フラックスができることには限界があります。始める前に表面を機械的に洗浄する必要があります。
フラックスと熱を適用する直前に、ステンレス鋼ワイヤーブラシ(アルミニウム専用のもの)を使用して継手部分をこすります。これにより、表面の汚染物質と厚い酸化皮膜の一部が除去され、フラックスがより効果的に機能するようになります。
落とし穴 #3:ろう付け後の洗浄の忘れ
ほとんどのアルミニウムろう付けフラックスは腐食性があります。継手に残しておくと、湿気を引き付け、時間の経過とともにアルミニウムを腐食させます。
部品が冷えたら、残留フラックスをすべて除去するために、お湯と硬いブラシで継手を徹底的に洗浄する必要があります。
目的のための正しい選択
プロジェクトの特定のニーズが、材料とプロセスの選択を導きます。
- 簡単な迅速な修理が主な焦点の場合:高品質のアルミニウム-シリコン(4047タイプ)フラックス入りろう材を選択します。オールインワンの性質がプロセスを劇的に簡素化します。
- 薄肉のチューブやシートの接合が主な焦点の場合:より良い熱制御のために単独のフラックスと素のろう材を使用し、薄い材料を溶かし抜くのを防ぐために、継手を広く均一に加熱することに集中します。
- 最大の強度または構造部品の接合が主な焦点の場合:ろう付けが適切なプロセスであるかどうかを再評価してください。母材を溶融・融合させるTIG溶接は、ろう付けよりもはるかに強力な継合部を作ります。
結局のところ、アルミニウムろう付けの成功は、過剰な熱や力ではなく、繊細な操作と材料の理解によって達成されます。
要約表:
| 重要な要素 | 推奨事項 | 重要性 |
|---|---|---|
| ろう材 | アルミニウム-シリコン(Al-Si)合金、例:4047 | 母材の融点より低い約1070°Fで溶融する |
| フラックスの種類 | 特殊なアルミニウムろう付けフラックス | 適切な接合のために頑丈な酸化アルミニウム層を溶解する |
| 形態 | フラックス入りろう材(容易さ)または単独のフラックス+素のろう材(制御) | プロジェクトの複雑さと経験レベルに基づいて選択 |
| 重要なステップ | ステンレス鋼ブラシ(アルミニウム専用)で予備洗浄 | 汚染物質を除去し、フラックスの有効性を高める |
| ろう付け後 | 腐食性のフラックスを除去するために温水で徹底的に洗浄する | 長期的な腐食を防ぎ、継手の完全性を確保する |
適切な設備と専門知識で完璧なアルミニウム継手を実現しましょう。
アルミニウムのろう付けは、その困難な酸化皮膜を克服するために、精度と適切な材料を必要とします。KINTEKでは、特定の接合および製造ニーズに合わせて調整された高品質のラボ機器および消耗品の提供を専門としています。研究開発、プロトタイピング、生産のいずれに取り組んでいる場合でも、当社の専門家が、一貫した強力な結果を得るために理想的なろう材、フラックス、加熱ツールを選択するお手伝いをします。
KINTEKがあなたの研究室の能力を強化します。 技術チームに今すぐご連絡いただき、アルミニウムろう付けの要件についてご相談の上、当社のソリューションがワークフローを改善し、プロジェクトの成功を確実にする方法をご確認ください。
ビジュアルガイド
関連製品
- 産業用途向けエンジニアリング先進ファインアルミナ Al2O3 セラミックロッド絶縁体
- エンジニアリング先進ファインセラミックス用精密加工イットリウム安定化ジルコニアセラミックロッド
- 高温用途向け窒化ホウ素(BN)セラミックロッド
- PTFEメッシュふるいメーカー
- ラボおよび半導体処理用のカスタムPTFEウェーハホルダー
















