ろう付けに単一の普遍的な真空レベルというものはありませんが、必要なレベルは、接合される特定の材料によって決定される正確な工学的決定です。一般的な高真空ろう付けは10⁻³から10⁻⁶ Torrの範囲で行われますが、最適なレベルは、金属自体の有害な蒸発を引き起こすことなく酸化を防ぐ必要性によって決定されます。
正しい真空レベルは固定された目標ではありません。それは、ベース材料とろう材合金の蒸気圧によって決定される動的な変数です。目標は、酸素のような反応性ガスを除去するのに十分な深さの真空を作り出すことですが、ろう付け温度でコンポーネントから必須元素を蒸発させてしまうほど深すぎないようにすることです。

ろう付けにおける真空の核心的な目的
真空が使用される理由を理解することが、正しいレベルを決定する鍵となります。真空は単なる空っぽの空間ではなく、化学環境を制御するプロセスのアクティブな部分です。
酸化の防止
真空の主な機能は、炉チャンバーから酸素やその他の反応性ガスを除去することです。高いろう付け温度では、微量の酸素でも金属表面に急速に酸化物を形成します。
これらの酸化層は障壁として機能し、溶融したろう材が適切に「濡れて」接合部に流れ込むのを妨げ、その結果、弱くまたは失敗した接合が生じます。
揮発性汚染物質の除去
熱と真空の組み合わせは、部品をその場で効果的に洗浄します。残留油、水分、吸着ガスなどの表面汚染物質を蒸発させて除去するのに役立ちます。
この洗浄作用は、ろう材合金と強力で連続的な冶金学的結合を形成する準備ができた、きれいな表面を作り出すために非常に重要です。
ろうの流れ(濡れ)の促進
非常にきれいで酸化物のない表面を確保することにより、真空環境は溶融したろう材が毛細管現象によって接合部に自由に均一に流れることを可能にします。これにより、接合部の完全な充填と最大の強度が実現します。
正しい真空レベルを決定する方法
単一の数値を覚えるのではなく、関係する材料を評価する必要があります。このプロセスは、化学と物理学の原理、特に蒸気圧によって支配されます。
蒸気圧の重要な役割
すべての元素は蒸気圧を持っており、これは特定の温度でガスになる傾向です。この傾向は温度とともに劇的に増加し、周囲の圧力(つまり真空内)とともに減少します。
炉内の真空が深すぎる(圧力が低すぎる)場合、ベースメタルまたはろう材合金内の元素がろう付け温度で文字通り沸騰したり、「脱ガス」したりする可能性があります。
「10の法則」
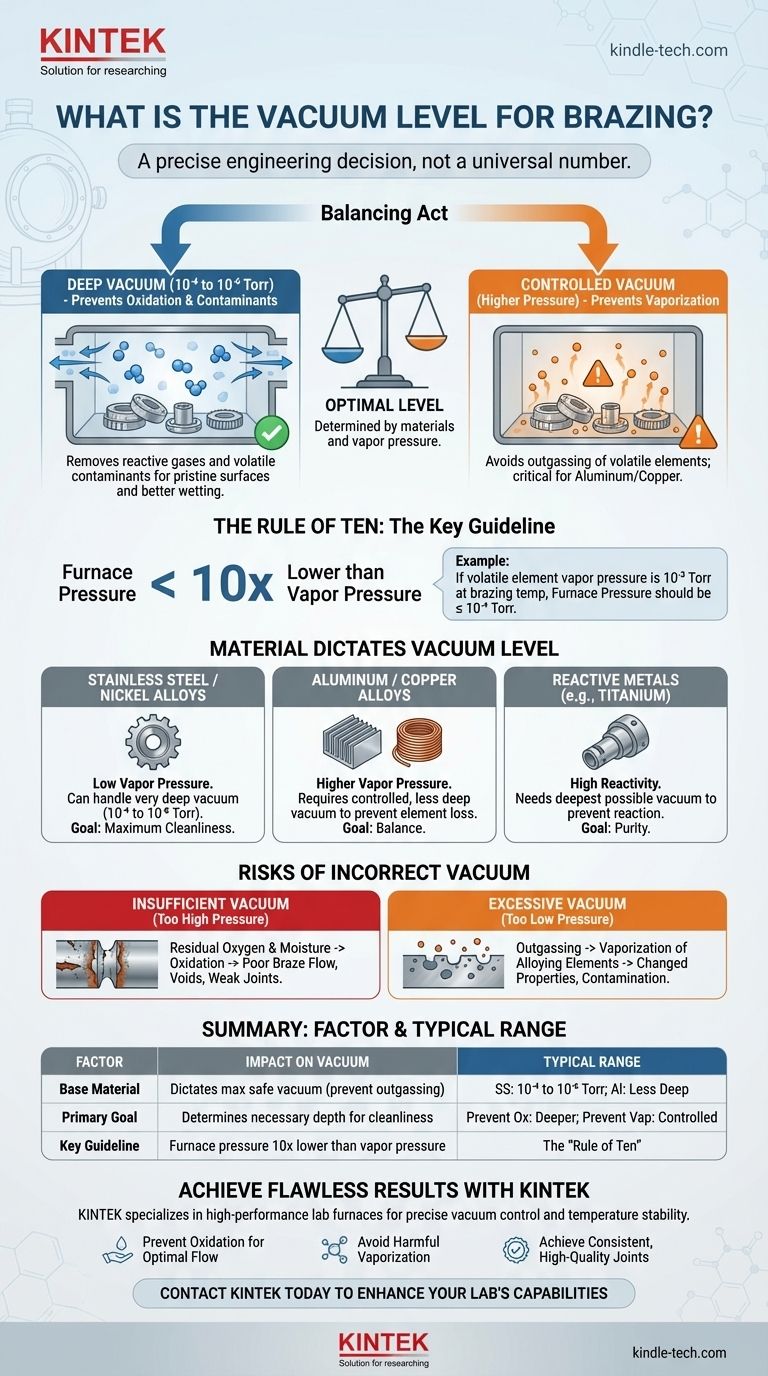
広く受け入れられているガイドラインは、炉の圧力が、ピークろう付け温度でのアセンブリ内で最も揮発性の高い元素の蒸気圧よりも少なくとも1桁(10倍)低い必要があるということです。
たとえば、合金中の元素がろう付け温度で10⁻³ Torrの蒸気圧を持つ場合、蒸発を防ぐために炉の真空は10⁻⁴ Torrまたはそれよりも深くする必要があります。
材料が真空を決定する
これが、異なる材料が異なる真空レベルを要求する理由です。
- ステンレス鋼およびニッケル合金:これらは蒸気圧が非常に低いため、リスクなしに非常に深い真空(10⁻⁴から10⁻⁶ Torr)を許容します。
- アルミニウムまたは銅合金:これらには蒸気圧が高い元素が含まれています。これらをろう付けするには、ベースメタルまたは合金元素の損失を防ぐために、慎重な制御と、しばしばそれほど深くはない真空が必要です。
トレードオフの理解
間違った真空レベルを選択することは、ろう付けプロセス自体と同じくらい有害である可能性があります。不十分な真空と過剰な真空の両方が重大なリスクをもたらします。
不十分な真空(高圧)の危険性
真空が十分に深くない場合、残留酸素と水蒸気がチャンバー内に残ります。これにより、部品が加熱されると酸化が発生します。
その結果、ろうの流れが悪くなり、接合部内にボイドが発生し、ろう付けされているように見えても必要な構造的完全性を欠くコンポーネントができます。これは、真空レベルに関連する最も一般的な故障モードです。
過剰な真空(低圧)の危険性
特定の材料に対して深すぎる真空は破壊的である可能性があります。これは、「脱ガス」を引き起こし、揮発性の合金元素が材料から引き出されます。
たとえば、クロム含有合金を深すぎる真空でろう付けすると、表面からクロムが枯渇し、耐食性が低下する可能性があります。同様に、亜鉛またはカドミウム含有ろう材を高真空で使用すると、これらの元素が蒸発し、ろう材の特性が変化し、炉が汚染されます。
アプリケーションに適した選択を行う
正しい真空レベルを選択することは、材料と望ましい結果に基づいた技術的な決定です。究極の真実の源として、特定の合金の蒸気圧チャートを参照してください。
- ステンレス鋼、ニッケル合金、または難削金属のろう付けが主な焦点である場合:主な目標は清浄度であるため、10⁻⁴から10⁻⁶ Torrの範囲の高真空は一般的に安全で効果的です。
- アルミニウムまたは銅のような揮発性元素を含む合金のろう付けが主な焦点である場合:清浄度と脱ガス防止のバランスを慎重に取る必要があり、しばしばそれほど深くはない真空と正確な温度制御が必要です。
- セラミックスまたはチタンのような反応性金属の接合が主な焦点である場合:残留ガスとの反応を防ぎ、純粋で強力な結合を確保するために、可能な限り深い真空がしばしば必要とされます。
最終的に、真空ろう付けをマスターすることは、真空レベルが材料の環境を制御するための正確なツールであり、単に到達すべき数値ではないという理解から生まれます。
要約表:
| 要因 | 真空レベルへの影響 | 一般的な範囲 |
|---|---|---|
| ベース材料 | 脱ガスを防ぐための最大安全真空を決定 | ステンレス鋼:10⁻⁴から10⁻⁶ Torr;アルミニウム:それほど深くはない |
| 主な目標 | 清浄度のために必要な真空の深さを決定 | 酸化防止:より深い真空;蒸発防止:制御された真空 |
| 主要ガイドライン | 炉の圧力は、最も揮発性の高い元素の蒸気圧より10倍低い必要がある | 「10の法則」 |
KINTEKで完璧なろう付け結果を達成
真空レベルの正確なバランスをナビゲートすることは、ろう付けを成功させるために不可欠です。ステンレス鋼、アルミニウム、または反応性金属を扱う場合でも、適切な機器と専門知識がすべてを左右します。
KINTEKは、ろう付けプロセスが要求する正確な真空制御と温度安定性を提供するように設計された、高性能ラボ炉と消耗品を専門としています。当社のソリューションは、以下のことを支援します。
- 酸化防止:最適なろうの流れのために、きれいで酸化物のない表面を確保します。
- 有害な蒸発の回避:材料を脱ガスや元素損失から保護します。
- 一貫した高品質の接合の達成:アセンブリの強度と完全性を最大化します。
真空レベルの不確実性によって結果が損なわれることがないようにしてください。当社の専門家が、お客様の特定の材料とアプリケーション要件に最適なシステムを選択するお手伝いをいたします。
今すぐKINTEKにお問い合わせください。ろう付けのニーズについて話し合い、当社の専門機器がお客様のラボの能力をどのように向上させることができるかを発見してください。
ビジュアルガイド