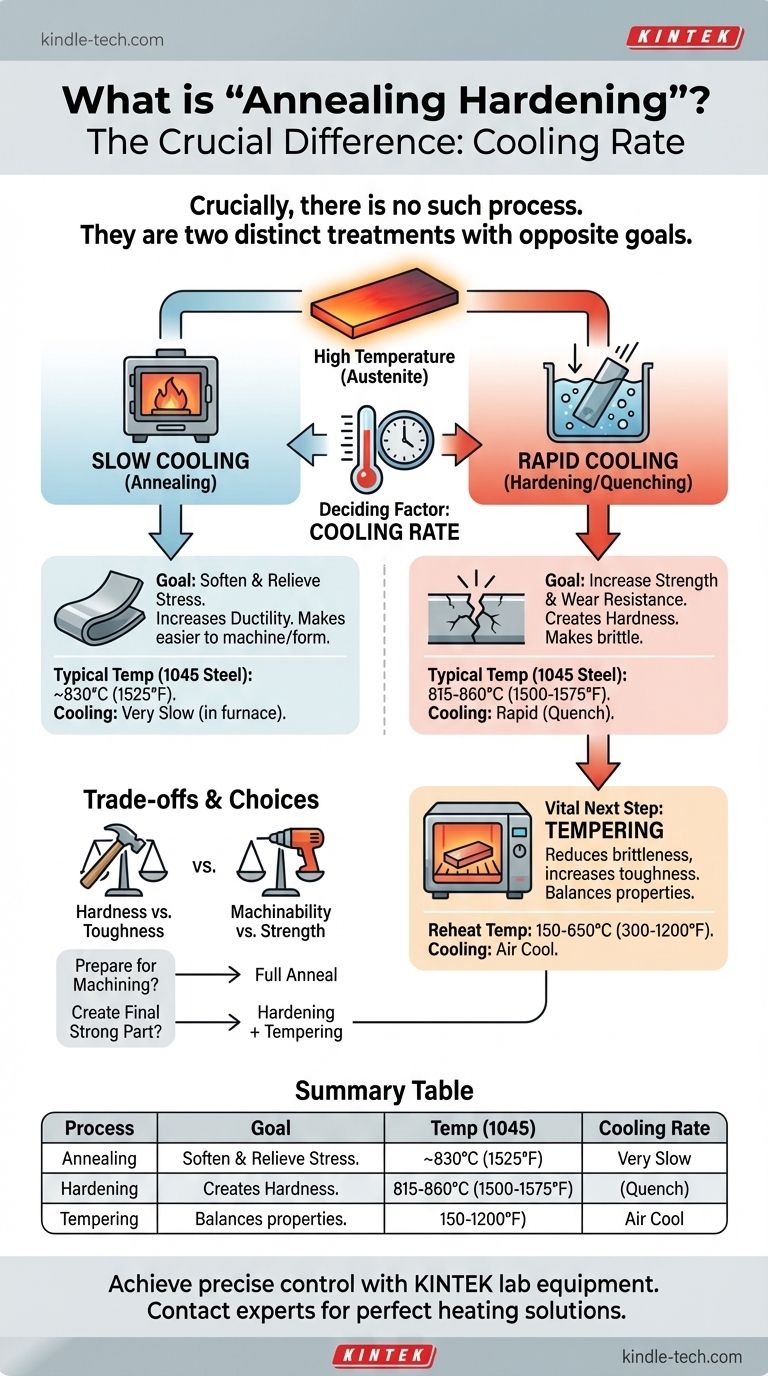
重要な点として、「焼きなまし焼入れ」という標準的な工業プロセスは存在しません。これらは、相反する目的を持つ2つの明確に異なる熱処理です。焼きなましは金属を軟化させ、延性を高めるために使用されるプロセスであり、焼入れは強度と耐摩耗性を高めるために使用されます。
理解すべき核心的な原則は、どちらのプロセスも金属を同様の高温に加熱することから始まりますが、結果は完全に冷却速度によって決定されるということです。ゆっくりとした冷却は軟らかい焼きなまし状態をもたらし、急速な冷却(焼入れ)は硬い状態をもたらします。
二つの基本的な目的:軟化 対 硬化
適切な温度とプロセスを選択するには、まず目的を明確にする必要があります。加工しやすい金属にしたいのか、それとも強靭で耐久性のある最終製品を作りたいのでしょうか?
焼きなまし:目的は軟化と応力除去
焼きなましは、金属を可能な限り軟らかく、延性がある状態にします。これは通常、機械加工、スタンピング、成形などの後続工程のために材料を準備するため、または以前の加工で生じた内部応力を除去するために行われます。
このプロセスには、鋼を特定の温度に加熱し、内部構造が変化するのに十分な時間保持した後、炉に入れたまま非常にゆっくりと冷却することが含まれます。
一般的な炭素鋼(例:1045鋼)の場合、完全焼きなましを行うには、ゆっくりとした冷却サイクルを開始する前に、約830°C (1525°F)まで加熱する必要があります。
焼入れ:目的は強度向上
焼入れ(焼き戻しとも呼ばれます)は、鋼を著しく硬く、強くしますが、脆くもなります。これは、工具、ナイフ、ギアなど、高い耐摩耗性が要求される最終部品に使用されます。
このプロセスには、鋼を焼きなましとほぼ同じ温度に加熱して内部構造を変化させ(オーステナイト化)、その後、水、油、またはブラインなどの媒体に浸して急速に冷却することが含まれます。
同じ1045炭素鋼の場合、焼入れの温度範囲は815-860°C (1500-1575°F)であり、直後に急速な焼入れが行われます。

冷却速度が決定要因となる理由
どちらのプロセスも、鋼を「臨界温度」以上に加熱することから始まり、これにより内部の結晶構造がオーステナイトと呼ばれる形態に再配置されます。鋼の最終的な特性は、このオーステナイトが冷却する際に何が起こるかによって決まります。
ゆっくりとした冷却が軟らかさを生み出す
ゆっくりと冷却されると、結晶構造はフェライトやパーライトなどの軟らかく安定した形態に変化する時間を得ます。これが焼きなましの本質です。
急速な冷却が硬さを閉じ込める
急速に冷却される(焼入れされる)と、構造は適切に変化する時間がありません。マルテンサイトと呼ばれる、ひずみが大きく、硬く、脆い状態に閉じ込められます。これが硬化の鍵です。
焼き戻しの重要な役割
焼入れされた部品は、実用上脆すぎる場合がよくあります。そのため、焼き戻し(テンパリング)と呼ばれる二次的な低温熱処理を行う必要があります。
焼き戻しには、焼入れされた部品を150~650°C (300~1200°F)の間の温度に再加熱することが含まれます。このプロセスは脆さを軽減し、靭性を向上させますが、硬度はわずかに犠牲になります。特定の焼き戻し温度が、特性の最終的なバランスを決定します。
トレードオフの理解
熱処理の選択は常に、競合する特性のバランスを取ることです。望ましい特性をすべて同時に最大化することは不可能です。
硬度 対 靭性
これが主要なトレードオフです。完全に焼入れされ、焼き戻しされていない鋼片は非常に硬いですが、叩かれるとガラスのように粉々になります。焼き戻しは、この最高の硬度の一部を犠牲にして、不可欠な靭性を獲得し、壊滅的な破壊を防ぎます。
被削性 対 強度
焼きなましされた部品は軟らかく、研磨性がなく、加工が容易ですが、過酷な用途に必要な強度を欠いています。焼入れされた部品は高い強度を持ちますが、加工が非常に困難です。そのため、機械加工はほぼ常に最終的な焼入れ・焼き戻しプロセスの前に行われます。
材料仕様の重要性
ここで示された温度範囲は、一般的な炭素鋼の目安です。特定のプロセスに必要な正確な温度は、使用する合金の種類に大きく依存します。クロム、マンガン、モリブデンなどの元素は、臨界温度と必要な冷却速度を変更します。正確な指示については、必ず材料のデータシートを参照してください。
目的に合わせた正しい選択
あなたの目的が正しいプロセスを決定します。
- 機械加工、曲げ加工、または成形の準備を主目的とする場合: 最大限の軟らかさを達成し、内部応力を除去するために、ゆっくりとした制御された冷却を使用して完全焼きなましを行う必要があります。
- 強靭で耐摩耗性のある最終部品を作成することを主目的とする場合: 焼入れ(加熱と急速な焼入れ)の後に直ちに焼き戻しを行う2段階のプロセスが必要であり、これにより硬度と靭性の望ましいバランスが得られます。
- 強度をある程度高めながら、結晶粒構造を洗練させて靭性を向上させることを主目的とする場合: 焼きなましと同様の温度に加熱するが、静止空気中で冷却させる正規化(ノーマライジング)を検討する必要があります。
適切な熱処理と冷却速度を選択することにより、鋼の最終的な機械特性を正確に制御できるようになります。
要約表:
| プロセス | 目的 | 温度範囲(1045鋼の場合) | 冷却速度 |
|---|---|---|---|
| 焼きなまし | 軟化、延性向上 | 約830°C (1525°F) | 非常にゆっくり(炉内) |
| 焼入れ | 強度向上、耐摩耗性向上 | 815-860°C (1500-1575°F) | 急速(焼入れ) |
| 焼き戻し | 焼入れ後の脆さの低減 | 150-650°C (300-1200°F) | 空冷 |
適切なラボ機器で材料特性を正確に制御しましょう。
焼きなましや焼入れなどの熱処理の成功は、正確な温度制御と一貫した結果にかかっています。KINTEKは、冶金プロセスの厳格な要求に応えるために設計された、高品質のラボ用炉、オーブン、焼入れシステムの専門メーカーです。
分析用サンプルの準備であれ、最終部品の焼入れであれ、当社の機器は信頼性と再現性を保証します。
ラボでのパートナーはKINTEKにお任せください。お客様の特定の用途と材料要件に最適な加熱ソリューションを見つけるために、今すぐ専門家にご連絡ください。
ビジュアルガイド