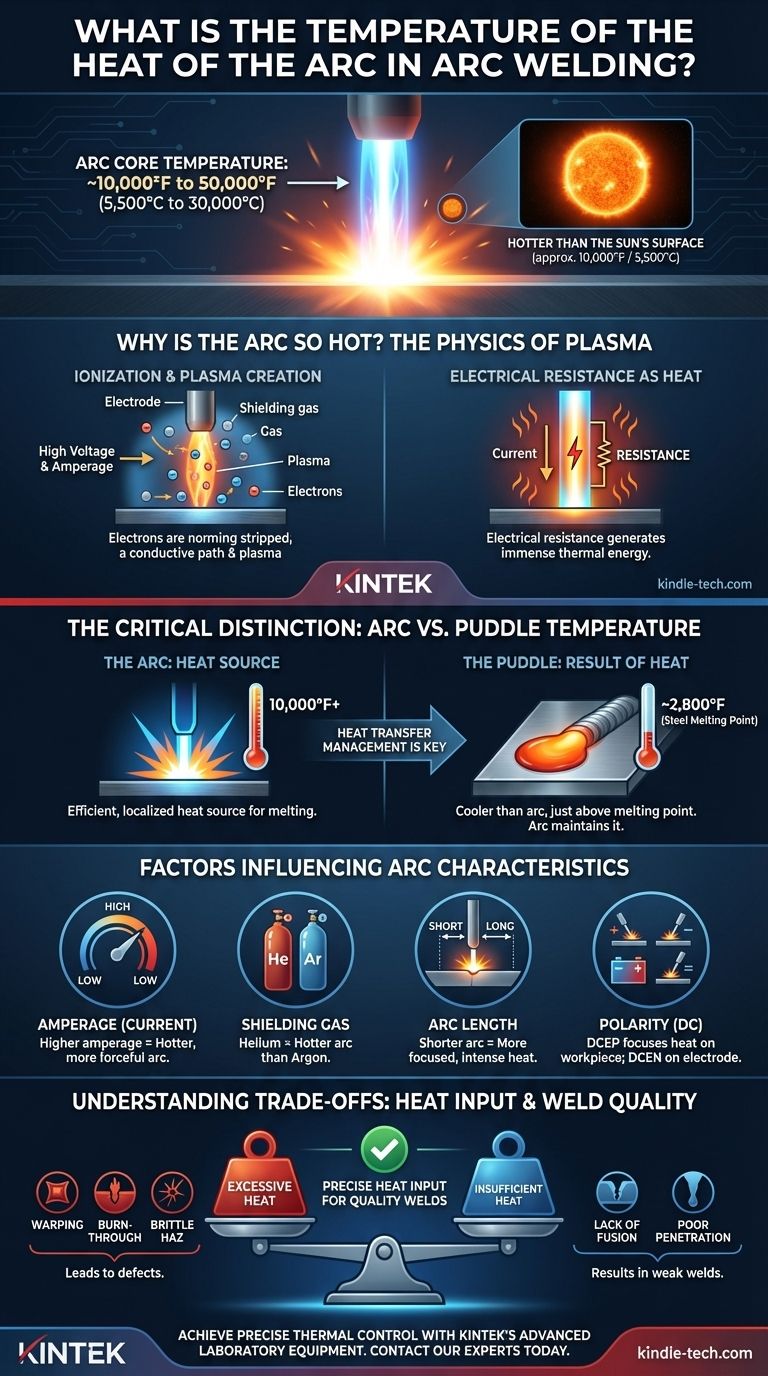
溶接アークの中心部の温度は驚くほど高く、およそ10,000°Fから50,000°F(5,500°Cから30,000°C)以上に達します。この範囲は、約10,000°F / 5,500°Cである太陽の表面よりもはるかに高温です。この極度の熱は、母材と溶加材を瞬時に溶融させ、溶接を形成する溶融池を作り出すために必要です。
核となる洞察は、特定の温度ではなく、アークの熱とワークピースに実際に伝達される熱との違いを理解することです。溶接工のスキルは、この熱伝達を管理する要因を制御することにあり、これが最終的な溶接の品質と完全性を決定します。
なぜアークはそれほど熱いのか?プラズマの物理学
溶接アークの強烈な熱は、電気エネルギーがプラズマと呼ばれる物質の状態を介して熱エネルギーに変換される直接的な結果です。
プラズマ状態の生成
電極とワークピースの間に高電圧、高電流の電流が流れると、シールドガスの原子から電子が剥ぎ取られます。このプロセスはイオン化と呼ばれ、プラズマとして知られる超高温の導電性ガスの柱を生成します。
熱としての電気抵抗
このプラズマ柱は完全な導体ではありません。電気抵抗があり、溶接電源の巨大な電流がそこを流れると、この抵抗が膨大な量の熱エネルギーを生成します。これがアークの信じられないほどの温度の源です。

重要な区別:アークと溶融池の温度
多くの専門家は、「アーク温度」と「溶接温度」という用語を誤って同じ意味で使用しています。違いを理解することは、溶接プロセスを制御するための基本です。
アーク:熱源
溶接アークをガスコンロのバーナーと考えてください。その目的は、信じられないほど効率的で局所的な熱源であることです。10,000°F以上の温度は、金属に接触して溶融させるというその役割を果たすことを可能にします。
溶融池:熱入力の結果
溶融した溶接池自体は、アークよりもはるかに低温です。その温度は、溶接される金属の融点よりわずかに高いだけです。例えば、鋼の融点は約2,800°F (1,538°C)です。アークのエネルギーは、この溶融池を作成および維持するために使用され、溶融池全体をアークの温度まで上昇させるためではありません。
アーク特性に影響を与える要因
アークの温度と挙動は静的ではありません。それらは、熟練した溶接工が望ましい結果を達成するために操作する動的な変数です。
シールドガス組成
使用されるシールドガスの種類は、アークに大きな影響を与えます。例えばヘリウムはアルゴンよりも熱伝導率が高く、より広い熱パターンと深い溶け込みを提供するより高温のアークをもたらし、厚いアルミニウムや銅に役立ちます。
電流(アンペア数)
アンペア数は、熱入力に対する最も直接的な制御です。アンペア数を増やすと、より多くの電流がプラズマを流れ、その抵抗が増加し、より高温で強力なアークが生成されます。
アーク長
アーク長(電極とワークピース間の距離)は、熱の集中に影響を与えます。短いアークはより集中して強烈であり、熱をより小さな領域に集中させます。長いアークは不安定で、熱をより広い領域に分散させます。
極性(DC溶接)
DC溶接では、極性が熱の大部分がどこに集中するかを決定します。
- DCEP(直流、電極プラス):熱の約3分の2がワークピースに集中し、より深い溶け込みを提供します。これはスティック溶接およびMIG溶接の標準です。
- DCEN(直流、電極マイナス):熱は電極に集中します。これはTIG溶接に不可欠であり、タングステン電極の溶融を防ぎながらワークピースを溶融させます。
トレードオフの理解:熱入力と溶接品質
目標は、可能な限り最も熱いアークを作成することだけではありません。目標は、特定の継手に必要な正確な量の熱を供給することです。
過剰な熱の危険性
高電流や遅い走行速度によって引き起こされる過剰な熱入力は、深刻な欠陥につながります。これには、反り(歪み)、薄い材料の焼け抜け、および母材の強度を損なう大きくて脆い熱影響部(HAZ)が含まれます。
不十分な熱の問題
低電流や速い走行速度による熱入力の不足も同様に悪いです。これは、融合不良(溶接金属が母材に適切に融合しない)や溶け込み不足を伴う弱い溶接につながります。
これをプロジェクトに適用する方法
あなたの目標は、特定の用途に合わせて熱入力を管理するために、アークの特性を操作することです。
- 薄い材料の溶接が主な焦点の場合:低電流、速い走行速度、および正確で低エネルギーの制御を可能にするプロセス(TIGなど)またはガスを使用することで、熱入力を最小限に抑えることが目標です。
- 厚いプレートに深い溶け込みを達成することが主な焦点の場合:高電流、遅い走行速度、および材料に熱を送り込むプロセス/ガス組み合わせ(高ヘリウムガスを使用したDCEPなど)を使用することで、効果的な熱入力を最大化する必要があります。
- 金属の特性を維持することが主な焦点の場合:熱影響部(HAZ)を可能な限り小さく保つために、電流と走行速度のバランスを取り、総熱入力を慎重に制御する必要があります。
最終的に、アークをマスターするということは、その温度を静的な数値としてではなく、完璧な溶接を達成するために制御する動的なツールとして見なすことを意味します。
要約表:
| 溶接要因 | アーク温度と熱入力への影響 |
|---|---|
| シールドガス | ヘリウムはアルゴンよりも高温のアークを生成し、より深い溶け込みをもたらす |
| 電流 | 電流が高いほどアーク温度と力が上昇する |
| アーク長 | アークが短いほど、より集中した強烈な熱になる |
| 極性(DC) | DCEPはワークピースに熱を集中させ、DCENは電極に熱を集中させる |
KINTEKの高度な実験装置で、溶接プロセスにおける正確な熱制御を実現しましょう。新しい溶接技術の開発、材料の完全性試験、熱影響部(HAZ)の分析など、当社の高温炉、プラズマシステム、材料試験消耗品は、お客様の研究開発および品質管理のニーズをサポートするように設計されています。今すぐ当社の専門家にお問い合わせください。当社のソリューションが熱入力を最適化し、溶接品質を確保するのにどのように役立つかをご相談ください。
ビジュアルガイド