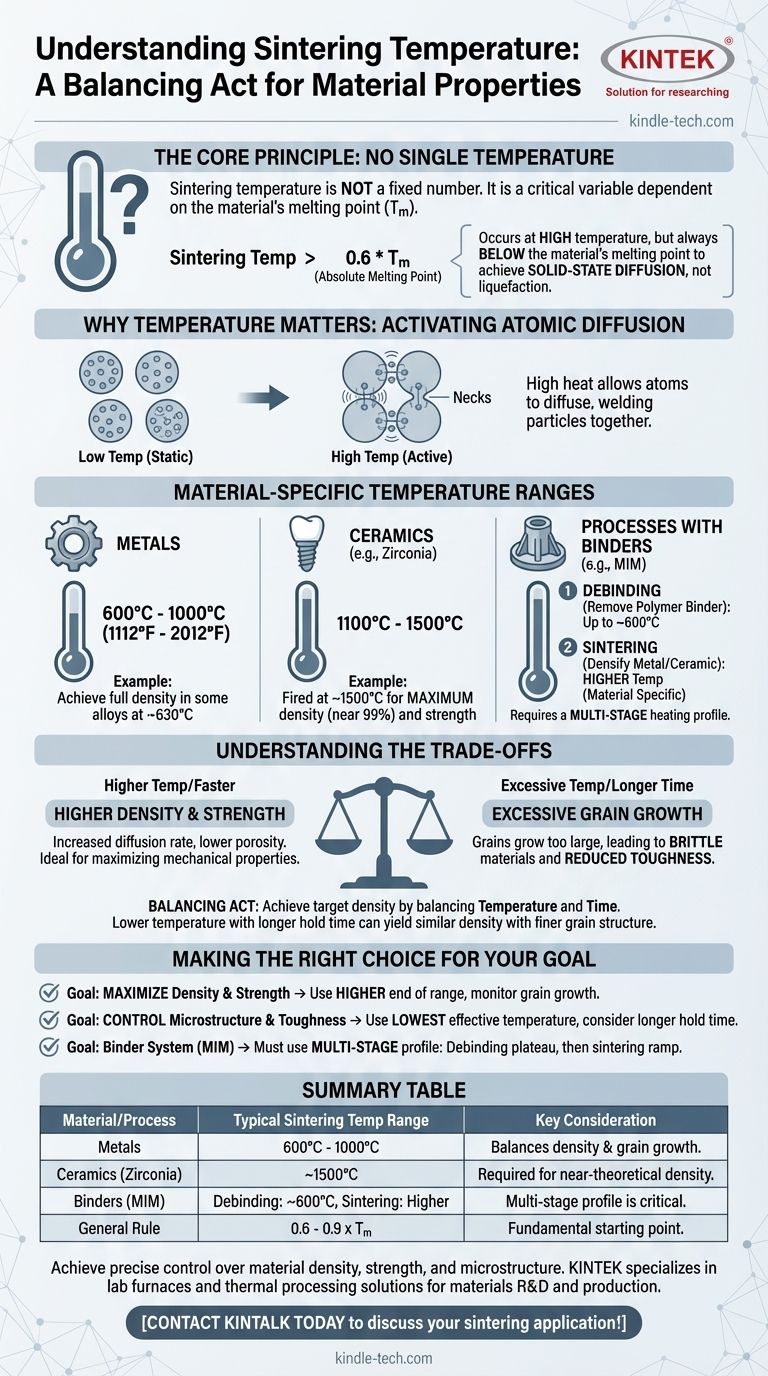
焼結に単一の温度はありません。適切な温度は、処理される特定の材料に完全に依存します。一般的な経験則として、焼結は通常、材料の絶対融点(Tm)の0.6倍以上の高温で行われます。これにより、バルク材料を溶かすことなく、粉末粒子を融合させるために必要な熱エネルギーが供給されます。
理解すべき核心的な原則は、焼結温度は固定値ではなく、重要なプロセス変数であるということです。これは、原子の拡散を活性化し、粉末を固体塊に固化させながら、最終的な密度と微細構造を正確に制御するために、材料の融点に基づいて慎重に選択されます。
基本原理:なぜ温度が重要なのか
焼結は、粉末材料に強度と構造を与える熱プロセスです。温度は、結果を制御するための最も重要なレバーです。
原子拡散の活性化
固体中の原子は静止していません。温度はそれらの振動の尺度であり、高温では原子が移動したり「拡散」したりすることができます。焼結はこの現象を利用します。高い熱により、粉末粒子の接触点にある原子が境界を越えて移動できるようになり、効果的に粒子同士を接合し、全体の表面積を減少させます。
「経験則」:融点以下
焼結は常に材料の融点より低い温度で行われます。目標は液化ではなく固相拡散です。0.6 * Tmというガイドラインは出発点であり、ほとんどの産業プロセスでは、速度と制御のバランスをとるために融点の0.6倍から0.9倍の範囲で操作されます。
天然鉱石から先進セラミックスまで
このプロセスは、自然界と産業の両方で基本的です。地質学的には、数千年をかけて鉱床が密度の高い鉱石に圧縮される方法です。製造業においては、金属、セラミックス、一部のプラスチックから部品を作成するための不可欠なステップです。

一般的な材料の焼結温度
必要な温度は材料クラスによって劇的に異なり、材料固有の知識の重要性を強調しています。
金属
多くの金属は600°Cから1000°C(1112°Fから2012°F)の範囲で焼結されます。ただし、特定の目的を達成するために正確な温度が選択されます。一部の用途では、特定の金属合金で完全な密度を達成するために630°Cの温度で十分です。
セラミックス(ジルコニアの例)
セラミックスは著しく高い温度を必要とします。一般的な歯科用および工業用セラミックスであるジルコニアは、1100°Cから1200°C付近で重要な結晶相転移を起こします。しかし、最大の密度(99%近く)と強度を達成するためには、炉は通常、はるかに高い温度、一般的に1500°C近くで焼成します。
バインダーを含むプロセス
金属粉末射出成形(MIM)などのプロセスでは、ポリマーバインダーが金属粉末と混合されます。焼結が始まる前に、このバインダーを除去する必要があります。この「脱脂」ステップは通常600°Cまでに完了する別個の加熱プロセスであり、その後、実際の金属粒子の焼結のためにさらに温度が上昇します。
トレードオフの理解
焼結温度の選択は、望ましい特性の達成と潜在的な欠陥の回避との間のバランスをとる行為です。
高密度化のための高温
一般に、焼結温度が高いほど、原子拡散の速度が増加します。これにより、より速く、より完全な固化が起こり、結果として最終部品の密度が高く、気孔率が低く、機械的強度が大きくなります。99%の密度を達成するために1500°Cで焼成されたジルコニアの例は、この原理を完全に示しています。
過剰な結晶粒成長のリスク
過剰な温度または時間の主な欠点は結晶粒成長です。粒子が融合するにつれて、結晶構造(粒)が大きくなります。ある程度の成長は必要ですが、過度に大きな粒は材料を脆くし、靭性を低下させる可能性があります。結晶粒径の制御は、密度を最大化することと同じくらい重要であることがよくあります。
時間と温度のバランス
焼結の結果は、温度と時間の両方の関数です。より長い時間、より低い温度で焼結することにより、同様の密度を達成できる場合があります。このアプローチは、最終コンポーネントの性能にとって微細な結晶粒構造が重要な要件である場合によく使用されます。
目標に合わせた適切な選択
最適な焼結温度は、コンポーネントの最終目標によって決まります。これらの原則をガイドとして使用してください。
- 密度と強度の最大化が主な焦点である場合: 材料の確立された焼結範囲の高い方の温度を使用しますが、結晶粒成長が問題となる点の収穫逓減に注意してください。
- 微細構造と靭性の制御が主な焦点である場合: 目標密度を達成できる最低限の効果的な温度を選択し、保持時間を長くすることで補うことを検討します。
- バインダーを含むシステムで作業している場合: 加熱プロファイルは多段階である必要があり、材料の焼結温度に昇温する前にバインダーを安全に燃焼させるための低い温度プラトーが必要です。
これらの関係を理解することで、焼結は単なる加熱ステップから、材料特性を精密に設計するための強力なツールへと変わります。
要約表:
| 材料/プロセス | 一般的な焼結温度範囲 | 主な考慮事項 |
|---|---|---|
| 金属 | 600°C - 1000°C (1112°F - 2012°F) | 密度と結晶粒成長のバランス。 |
| セラミックス(例:ジルコニア) | 約1500°C | 理論密度(>99%)に近づけるために必要。 |
| バインダーを含むプロセス(例:MIM) | 脱脂:最大約600°C;焼結:それ以上 | 多段階プロファイルが極めて重要。 |
| 一般則 | 絶対融点(Tm)の0.6 - 0.9倍 | すべての材料の基本的な出発点。 |
材料の密度、強度、微細構造に対する正確な制御を実現します。 適切な焼結炉と熱プロファイルは、成功のために不可欠です。KINTEKは、材料の研究開発および生産のためのラボ炉と熱処理ソリューションを専門としています。当社の専門家が、お客様の特定の材料目標を満たすための完璧な装置の選択をお手伝いします。
焼結の用途について相談するには、今すぐKINTALKにご連絡ください!
ビジュアルガイド