正確に言えば、ろう付けに単一の最高温度というものはありません。むしろ、最高温度は常に接合する材料によって定義されます。ろう付けは、本質的に、450°C(840°F)より上で融解するが、母材自体の融点よりは常に低いフィラーメタルを使用して金属を接合するプロセスです。
ろう付けの核となる原理は、フィラーが溶けて流れるのに十分なだけ母材を加熱することですが、母材を溶かすほど加熱しないことです。したがって、「最高」温度はプロセス自体によってではなく、接合される部品の耐熱性によって決定されます。
決定的な境界線:ろう付けと他のプロセスとの違い
温度制限を理解するためには、ろう付けを関連する熱接合プロセスと区別することが不可欠です。温度範囲こそがプロセスを根本的に定義するものです。
450°C(840°F)の閾値
米国溶接協会(AWS)による公式の定義では、ろう付けは450°C(840°F)以上で行われるとされています。この温度より低い温度でフィラーメタルが融解する同様のプロセスは、技術的にははんだ付けに分類されます。
この閾値は、プロセスがろう付けと見なされるための最低温度です。
フィラーメタルの役割
使用する特定の温度は、フィラーメタル合金によって決まります。各ろう付け合金には、固相線温度(溶け始める温度)と液相線温度(完全に液体になる温度)によって定義される「融解範囲」があります。
目標とするろう付け温度は、フィラーメタルが自由に流れることを保証するために、通常、フィラーメタルの液相線温度よりわずかに高く設定されます。
決定的な上限:母材
あらゆるろう付け作業における絶対的な最高温度は、母材の融点です。接合しようとしている部品の融点に達した場合、それはもはやろう付けではなく、溶接を行っていることになります。これはろう付けにおける最も重要なルールであり、母材を溶かすと構造的完全性が損なわれ、プロセスの目的が失われます。

温度が接合部に与える影響
温度の制御は、単に溶解を防ぐだけではありません。正確な熱管理は、強力で信頼性の高い接合部を作成するために不可欠です。
毛細管現象と濡れ性
フィラーメタルを分散させる主要なメカニズムは毛細管現象であり、液体合金が母材間のきつい隙間に引き込まれます。
これには適切な温度が不可欠です。熱が低すぎると、フィラーが十分に流動して表面を「濡らし」、流れることができなくなります。高すぎると、流れが速くなりすぎて空隙が残る可能性があります。
熱影響部(HAZ)
ろう付けは母材の融点以下で行われますが、高温により熱影響部(HAZ)が生成されます。これは、母材の微細構造と機械的特性が変化する領域です。
例えば、以前に熱処理された鋼部品は、ろう付け温度が高すぎたり、時間が長すぎたりすると軟化(焼鈍)し、最終的な組み立て品の強度が低下する可能性があります。
トレードオフとリスクの理解
適切な温度を選択することは、フィラーメタルの要求と母材の制限とのバランスを取ることを伴います。このバランスを誤ると、重大なリスクが生じます。
母材の過熱のリスク
最も一般的な破壊モードは過熱です。これは金属の粒成長を引き起こして脆くしたり、精密部品の変形や反りを引き起こしたりする可能性があります。硬化工具鋼などの材料の場合、過熱は設計された特性を完全に破壊する可能性があります。
フィラーメタルの劣化
過度の熱はフィラーメタル自体を損傷する可能性があります。一部の合金には、亜鉛やカドミウムなど、沸点が低い元素が含まれています。過熱すると、これらの元素が蒸発したり「燃え尽きたり」することがあり、フィラーの化学組成が変化し、有害なヒュームが発生する可能性があります。
熱不足と弱い結合
逆に、フィラーメタルの適切な作動温度に達しないと、接合不良につながります。フィラーは流れずに塊状になり、母材に付着せず、機械的強度がほとんど、あるいはまったくない結合を形成する可能性があります。
目標に合わせた適切な選択
理想的なろう付け温度は、フィラー合金と母材固有の慎重に制御された範囲です。接合を成功させるために、プロジェクトの特定の要求事項に焦点を当ててください。
- 熱に敏感な部品や熱処理された部品の接合を主に考えている場合: 母材の特性への影響を最小限に抑えるために、可能な限り低い作動温度のろう付け合金を選択してください。
- より大きな隙間の橋渡しやフィレットの作成を主に考えている場合: より広い融解範囲(スラリー状)を持つ合金を選択し、凝固する際にフィラーメタルを操作するために熱を注意深く制御してください。
- 鋼や炭化物などの材料で最大の接合強度を主に考えている場合: 高強度フィラー(ニッケルシルバーや銀合金など)を選択し、適切な濡れ性と流れを確保するために、母材がフィラーの理想的な作動温度に均一に加熱されていることを確認してください。
結局のところ、成功するろう付けとは精密なバランス行為です。フィラーメタルを活性化するのに十分な熱さでありながら、母材の完全性を維持するのに十分な温度でなければなりません。
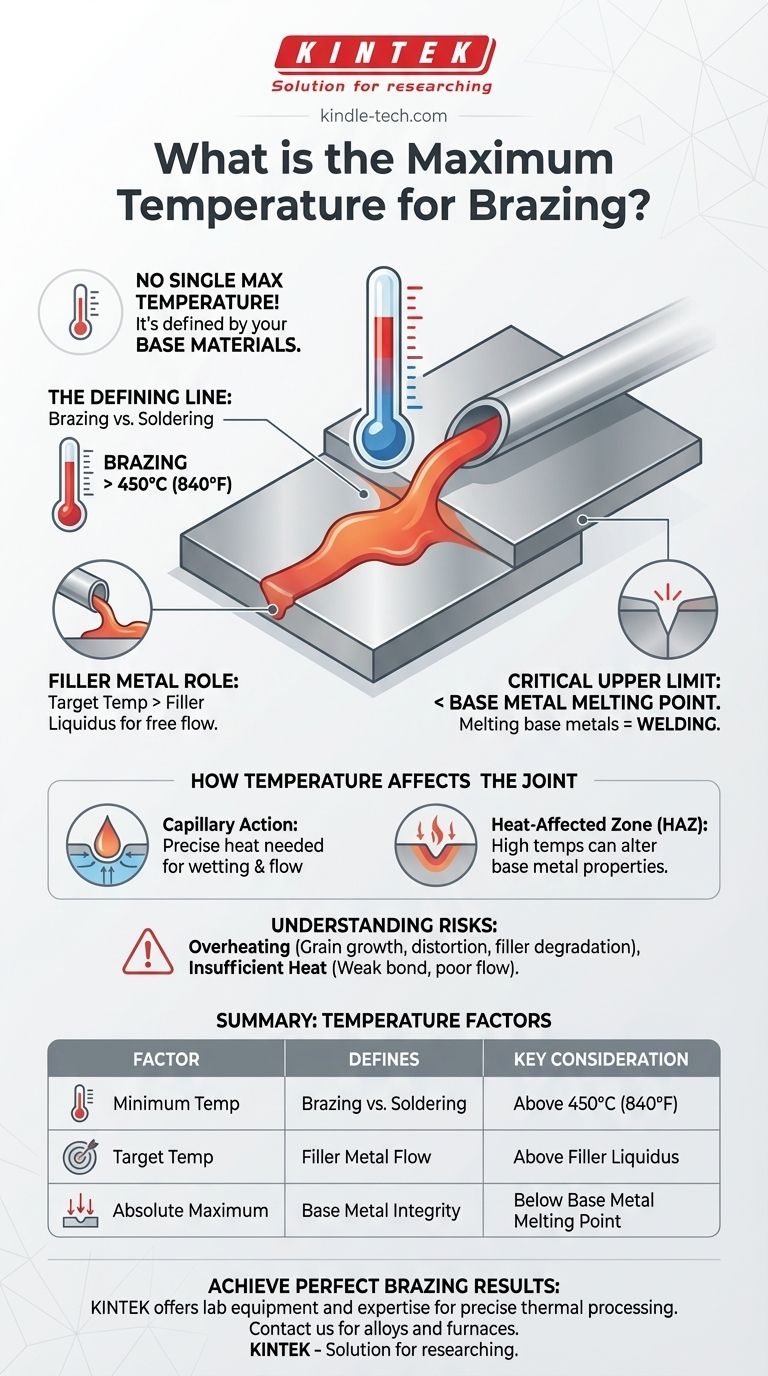
要約表:
| 要因 | 定義するもの | 主な考慮事項 |
|---|---|---|
| 最低温度 | ろう付けとはんだ付けの区別 | 450°C(840°F)より高い必要がある |
| 目標温度 | フィラーメタルの流れ | フィラーの液相線温度より高く設定する |
| 絶対最大値 | 母材の完全性 | 母材の融点より低く保つ必要がある |
常に完璧なろう付け結果を達成しましょう。適切な温度の選択は、接合強度と母材の完全性にとって極めて重要です。KINTEKは、正確な熱処理に必要なラボ機器と消耗品の提供を専門としています。当社の専門家は、特定の材料と用途の要件に合わせて理想的なろう付け合金と炉を選択するお手伝いをいたします。当社のチームに今すぐ連絡して、お客様の研究所のろう付けおよび接合ニーズをどのようにサポートできるかをご相談ください。
ビジュアルガイド