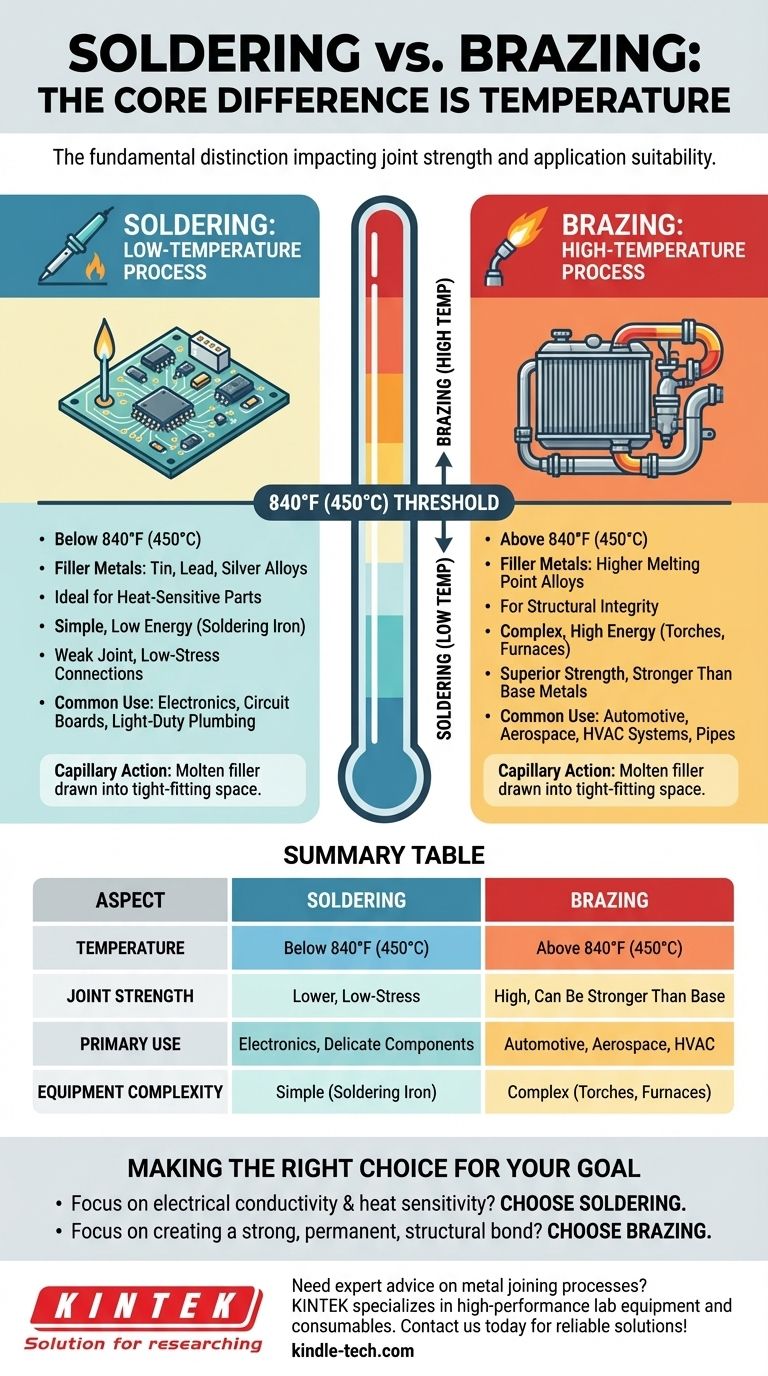
本質的に、はんだ付けとろう付けの違いは、たった一つの変数、すなわち温度に集約されます。はんだ付けは840°F (450°C)未満で行われる低温接合プロセスであるのに対し、ろう付けはこの閾値を超えて行われる高温プロセスです。この根本的な区別が、結果として得られる接合部の強度に直接影響を与え、特定の用途に適したプロセスを決定します。
どちらのプロセスも、母材を溶融させることなく充填材を使用して金属を接合しますが、その選択はトレードオフです。はんだ付けは繊細な作業にシンプルさを提供する一方、ろう付けは構造用途により優れた強度を提供します。
決定的な要因:温度
はんだ付けとろう付けはどちらも、溶融した充填金属が母材部品間の密着した隙間に引き込まれる毛細管現象と呼ばれる冶金学的原理に依存しています。しかし、これが起こる温度がすべてを変えます。
はんだ付け:低温プロセス
はんだ付けは、融点が840°F (450°C)未満の充填金属(はんだ)を使用します。これらの充填材は通常、錫、鉛、銀、またはその他の低融点金属の合金です。
必要な熱が少ないため、はんだ付けは繊細な部品や熱に弱い部品の接合に最適であり、電子回路基板の組み立ての標準となっています。
ろう付け:高温プロセス
ろう付けは、融点が840°F (450°C)以上の充填金属を使用しますが、接合される母材金属の融点よりは低いです。
著しく高い温度は、充填材と母材金属の間に、はるかに強力な冶金学的結合を形成します。このプロセスは、接合強度が最優先される場合に使用されます。
温度が強度と用途に与える影響
動作温度の違いは単なる技術的な詳細ではありません。それは、各プロセスの異なる性能特性と使用事例の直接的な原因です。
接合強度と耐久性
はんだ接合部は、ろう付け接合部よりも本質的に弱いです。主に導電性や、単純で低応力の物理的接続が目的の場合に使用されます。
対照的に、ろう付け接合部は非常に強力です。多くの場合、適切に実行されたろう付け接合部は、接続する母材金属と同等、あるいはそれ以上の強度を持つことがあります。これにより、高応力下での構造用途に適しています。
一般的な使用事例
はんだ付けは、プリント回路基板(PCB)に部品を取り付けるためのエレクトロニクス産業で広く普及しています。また、軽作業の配管や板金加工にも使用されます。
ろう付けは、自動車、航空宇宙、HVACシステムで一般的です。ラジエーターや冷凍ラインのように、高圧、振動、温度変動に耐える必要のあるパイプ、チューブ、継手を接合するために使用されます。
トレードオフの理解
はんだ付けとろう付けのどちらを選択するかは、強度への要求と、プロセス自体の複雑さおよび潜在的な影響を比較検討する必要があります。
はんだ付けの利点:シンプルさ
はんだ付けは、より少ないエネルギーとよりシンプルな設備(多くの場合、はんだごてまたは小型トーチ)で済みます。低い熱は、特に敏感な電子部品において、母材の熱変形や損傷のリスクを最小限に抑えます。
ろう付けの利点:比類のない強度
ろう付けは、永久的で高強度、そしてしばしば漏れのない接合部を形成します。この構造的完全性は、故障が許されない機械システムにとって不可欠です。
ろう付けの欠点:複雑さとリスク
ろう付けの高温は、高出力トーチや炉などのより高度な設備と、より慎重な制御を必要とします。プロセスが適切に管理されない場合、母材の過熱や反りのリスクが高まります。
目的に合った適切な選択をする
あなたの用途の主要な要件が、あなたの指針となるべきです。
- 導電性または熱に弱い部品の接合が主な焦点である場合:低温での適用と部品へのリスクが最小限であるため、はんだ付けを選択してください。
- 機械的応力に耐える強力で恒久的な構造結合の作成が主な焦点である場合:高温プロセスが母材金属の強度に匹敵する接合部を作成するため、ろう付けを選択してください。
最終的に、適切なプロセスを選択するかどうかは、温度が強度を決定する変数であることを理解しているかどうかにかかっています。
要約表:
| 側面 | はんだ付け | ろう付け |
|---|---|---|
| 温度 | 840°F (450°C)未満 | 840°F (450°C)以上 |
| 接合強度 | 低い、低応力接続用 | 高い、母材金属より強くなることもあり |
| 主な用途 | 電子機器、繊細な部品 | 自動車、航空宇宙、HVACシステム |
| 設備複雑性 | シンプル(はんだごて) | 複雑(トーチ、炉) |
研究室や生産ニーズのための金属接合プロセスに関する専門的なアドバイスが必要ですか?
KINTEKでは、お客様の特定の用途に合わせて調整された高性能な実験装置と消耗品を提供することに特化しています。繊細な電子部品を扱う場合でも、構造的完全性のために堅牢なろう付けソリューションが必要な場合でも、当社のチームは、正確で信頼性の高い結果を達成するための適切なツールと材料を選択するお手伝いをいたします。
今すぐお問い合わせください KINTEKのソリューションがお客様の金属接合プロセスをどのように強化し、運用効率を向上させることができるかについてご相談ください!
ビジュアルガイド
関連製品
- 真空熱処理焼結ろう付け炉
- 高温用途向け電子ビーム蒸着コーティングタングステンるつぼおよびモリブデンるつぼ
- スパークプラズマ焼結炉 SPS炉
- 真空熱間プレス炉 加熱真空プレス
- リン粉末焼結窒化ホウ素(BN)るつぼ













