焼結と成形は競合するプロセスではなく、粉末冶金のワークフローにおける2つの明確で連続した段階です。成形は常温で金属粉末を所望の形状にプレスする機械的な工程であり、焼結はそれに続く熱処理工程で、部品を加熱して粒子を融合させ、強度と完全性を与えます。
根本的な区別は、その機能と順序にあります。成形は粉末を冷間プレスして、もろい「グリーン(未焼結)」部品を形成し、その幾何学的形状を定義します。一方、焼結は熱を加えて粒子を結合させ、そのもろい形状を固体で機能的な部品へと変換します。
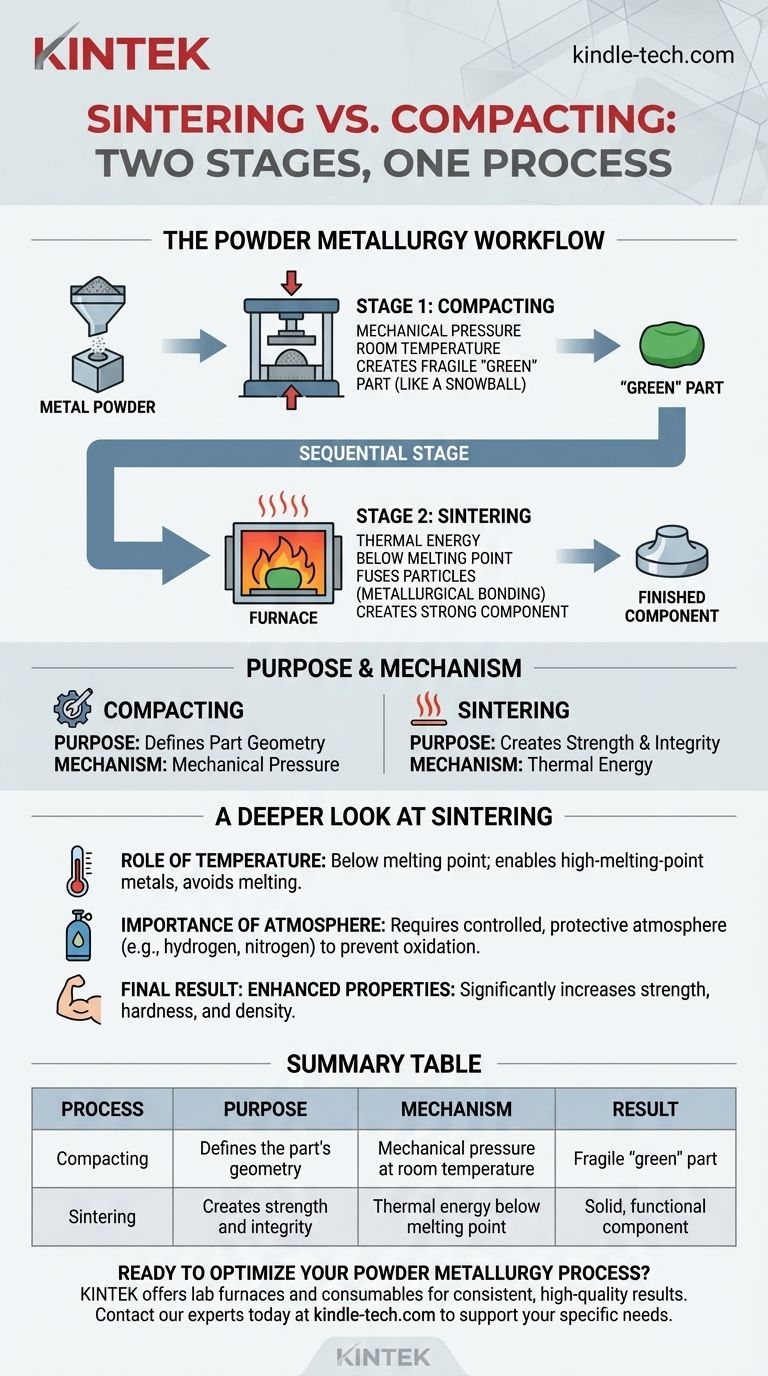
粉末冶金のワークフロー:粉末から部品へ
違いを理解するには、それらがどのように連携して機能するかを見る必要があります。粉末冶金は、微細な金属粉末から始めて、部品をゼロから構築するプロセスです。成形と焼結の両方が、この道のりにおいて不可欠なステップです。
ステップ1:成形(コンパクション)— 「グリーン」部品の作成
成形は初期の成形プロセスです。これには、金属粉末を精密な金型に充填し、巨大な圧力を加えることが含まれます。
この圧力により金属粒子が密接に接触し、取り扱い可能なほど固い形状が作成されます。この予備焼結された物体は「グリーン部品」として知られています。
これは雪玉を作るのに似ています。バラバラの雪(粉末)に圧力を加えて、特定の形状(グリーン部品)を作ります。形は保たれますが、機械的にはまだ弱く、もろい状態です。
ステップ2:焼結—粒子の融合
焼結は、グリーン部品に最終的な強度と冶金特性を与える工程です。部品は制御雰囲気の炉に入れられ、加熱されます。
温度は材料の融点よりもわずかに低くまで上げられます。粒子は液化しません。
その代わりに、高い熱と圧力により、粒子境界にある原子が拡散して結合し、強固な固体塊を形成します。これが、もろいグリーン部品を最終的な機能部品へと変換するものです。
決定的な違い:目的とメカニズム
成形は、特定の幾何学的形状を実現するために機械的圧力を使用します。その目的は純粋に構造の定義です。
焼結は、冶金的な結合を実現するために熱エネルギーを使用します。その目的は、強度、硬度、および最終密度を生成することです。

焼結プロセスの詳細
焼結は高度に制御された熱プロセスであり、最終的な結果を決定する重要な変数があります。これは単に部品をオーブンで加熱するよりもはるかに洗練されています。
単なる熱以上のもの:温度の役割
焼結の鍵は、融解せずに起こるという点です。この区別は極めて重要です。なぜなら、従来の鋳造法では困難または高価になる、融点が非常に高い金属から部品を作成できるからです。
雰囲気の重要性
焼結炉内の環境は極めて重要です。参考文献が示すように、完全な密度を達成し酸化を防ぐためには、異なる材料には異なる雰囲気が必要です。
金属は、高温サイクル中に部品を保護するために、水素などの還元ガスや窒素などの不活性ガスを必要とすることがよくあります。
最終結果:強化された特性
焼結の主な目標は、部品の物理的特性を向上させることです。このプロセスにより、強度、硬度、および密度が大幅に向上し、コンポーネントが最終的で耐久性のある状態に固定されます。
トレードオフと文脈の理解
これら2つの段階の関係を認識することは、粉末冶金プロセス全体の能力と限界を明確にするのに役立ちます。
「グリーン」部品のもろさ
重要な考慮事項は、成形後、焼結前のもろさです。これらのグリーン部品は、炉で強化される前に破損しないように慎重に取り扱う必要があります。
焼結は融解ではない
このプロセスを融解や鋳造と混同してはなりません。焼結は、液化によって形成することが不可能な独自の合金を作成するために、異なる金属粉末をブレンドすることを可能にします。
多孔性:特徴か欠陥か
鋳造部品や機械加工部品とは異なり、焼結部品はしばしばわずかな多孔性を保持します。これは一部の構造用途では制限となることがありますが、自己潤滑ベアリングやフィルターなどの製品にとっては意図的な特徴となることもあります。
製造目標への適用方法
このプロセスを最適化する方法の選択は、最終目標に完全に依存します。
- 複雑な初期形状の作成が主な焦点である場合: ツールと圧力によって部品の幾何学的形状が直接定義されるため、成形段階に注意を払う必要があります。
- 特定の材料特性(強度や硬度など)の達成が主な焦点である場合: 温度、時間、雰囲気の制御が最終的な冶金結合を決定するため、焼結段階が最も重要になります。
- 高融点材料を扱う必要がある場合: この成形と焼結の二段階プロセス全体が、従来の鋳造や融解に対する大きな利点となります。
この二段階プロセスを理解することが、粉末冶金の基礎を習得するための鍵となります。
要約表:
| プロセス | 目的 | メカニズム | 結果 |
|---|---|---|---|
| 成形(コンパクション) | 部品の幾何学的形状を定義する | 常温での機械的圧力 | もろい「グリーン」部品 |
| 焼結 | 強度と完全性を生み出す | 融点未満での熱エネルギー | 固体で機能的なコンポーネント |
粉末冶金プロセスの最適化の準備はできましたか?
精密な成形による複雑な形状の作成であれ、制御された焼結による優れた材料特性の達成であれ、KINTEKは専門知識と設備でお客様を支援します。当社のラボ炉と消耗品は、粉末冶金の厳格な要求を満たすように設計されており、一貫した高品質の結果を保証します。
当社の専門家に今すぐお問い合わせいただき、お客様の研究所の特定の焼結および成形のニーズをどのようにサポートできるかをご相談ください。
ビジュアルガイド