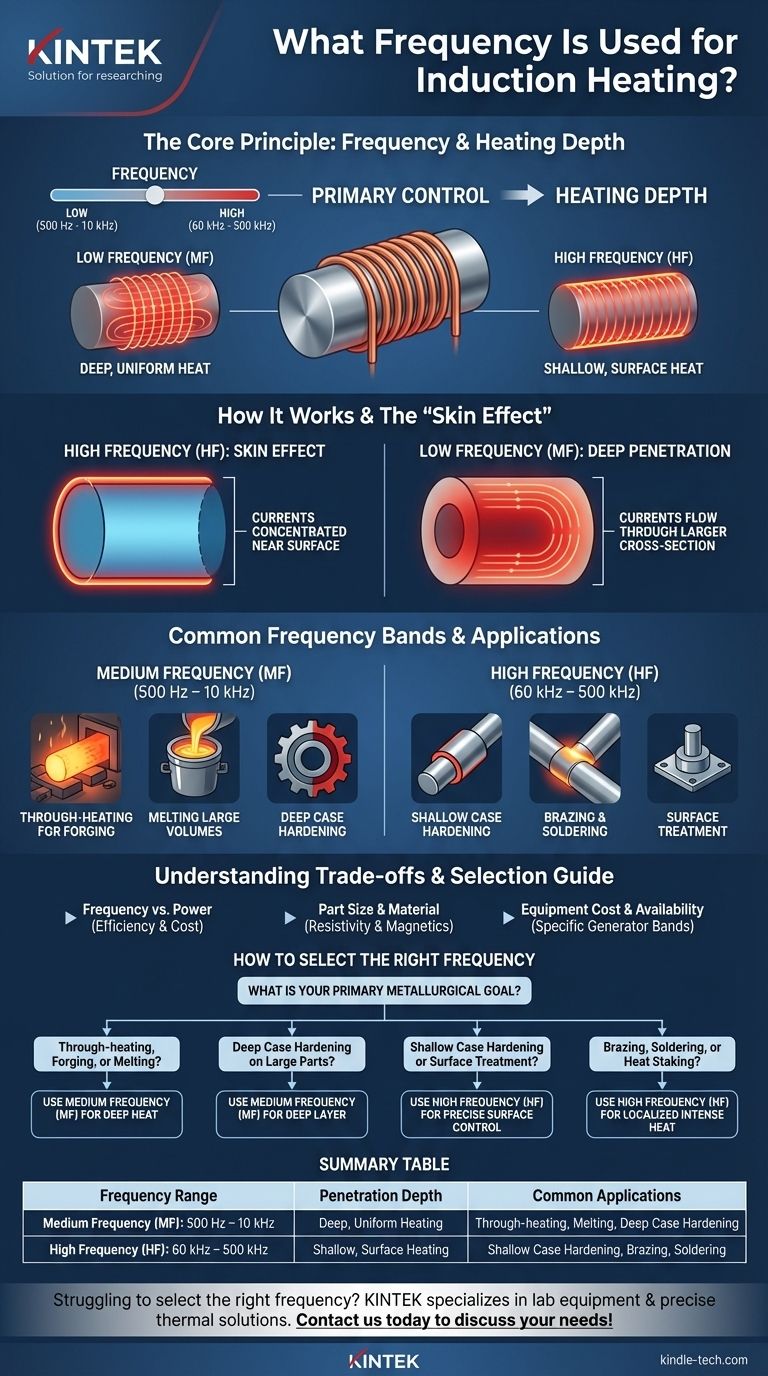
誘導加熱に使用される周波数は単一の値ではなく、特定の用途に基づいて選択される範囲です。一般的に、システムは中周波(MF)範囲の500 Hz~10 kHz、または高周波(HF)範囲の60 kHz~500 kHzのいずれかで動作します。このどちらを選択するかは、熱を材料のどこまで浸透させる必要があるかに完全に依存します。
理解すべき核心的な原則は、周波数が加熱深さを制御する主要な要素であるということです。低周波は部品の深部まで浸透し、高周波は熱を表面近くに集中させます。適切な周波数を選択することは、望ましい加熱結果にそれを合わせることです。
核心的な原理:「表皮効果」と周波数
正しい周波数を選択するためには、まずそれが加熱する材料とどのように相互作用するかという物理学を理解する必要があります。この関係は、すべての誘導プロセスにとって基本となります。
誘導加熱の仕組み
誘導加熱はコイルを使用して、強力で急速に変化する磁場を生成します。この磁場内に導電性の部品(鋼など)を置くと、部品自体に渦電流と呼ばれる電流が流れます。材料のこれらの電流に対する抵抗が、正確かつ迅速な熱を発生させます。
「表皮効果」の決定的な役割
交流の周波数が、これらの渦電流が流れる場所を決定します。高周波では、電流は部品の表面近くの薄い層に流れることを強いられます。この現象は「表皮効果」と呼ばれます。
逆に、低周波では、磁場が反転する前に材料のより深くまで浸透する時間があるため、渦電流が部品のより大きな断面積を流れることができます。

一般的な周波数帯域とその用途
周波数の選択は、実行する必要のある産業プロセスに直接対応します。装置は通常、次の2つの主要な帯域のいずれかで動作するように設計されています。
中周波(MF):500 Hz~10 kHz
この低周波数範囲は、深く均一な熱を生成する能力によって定義されます。低周波は表皮効果を克服し、エネルギーがワークピースの奥深くまで浸透することを可能にします。
これにより、MFは、鍛造用の貫通加熱、大量の金属の溶解、またはギアやシャフトのような大径部品の深い焼入れ層の作成など、深い熱を必要とする用途に最適です。
高周波(HF):60 kHz~500 kHz
この高周波数範囲は、表皮効果を利用して、エネルギーを表面近くの非常に浅い層に集中させます。加熱は非常に速く、局所的です。
HFは、部品のコア特性に影響を与えることなく、硬く耐摩耗性のある表面を必要とする浅い表面焼入れの標準的な選択肢です。また、周囲の材料を乱すことなく接合部を急速に加熱できるため、ろう付けやはんだ付けにも最適です。
トレードオフの理解
周波数は熱深さの主要な要因ですが、単独で存在するわけではありません。他の変数もそれと相互作用し、考慮しなければならないトレードオフのシステムを作り出します。
周波数と電力
加熱効果は周波数と電力の両方の関数です。一部のワークピースでは、低電力・高周波システム、または高電力・中周波システムで同様の結果が得られる場合があります。決定は、効率と装置のコストに行き着くことがよくあります。
部品サイズと材料
ワークピースの物理的特性は極めて重要です。非常に大きな部品では、エネルギーがそのコアに効果的に浸透するように、より低い周波数を必要とする場合があります。材料の電気抵抗率と磁気特性も、特定の周波数に対する応答に影響を与えます。
装置のコストと入手可能性
誘導加熱電源は、特定の周波数帯域内で動作するように設計されています。MF用途のために構築されたジェネレーターをHFプロセスに使用することはできません。したがって、選択は、その仕事に必要な装置とその関連コストに基づいた実際的な考慮事項でもあります。
適切な周波数範囲の選択方法
あなたの選択は、達成したい冶金学的結果によって常に推進されるべきです。決定を下すために、次のガイドラインを使用してください。
- 貫通加熱、鍛造、または溶解が主な焦点である場合: 部品の質量全体が温度に達することを確認するために、中周波(MF)範囲のより低い周波数を使用してください。
- 大部品の深い表面焼入れが主な焦点である場合: 実質的な焼入れ層を作成するのに十分な深さまで熱を駆動するために、より低い周波数(MF)が必要です。
- 浅い表面焼入れまたは表面処理が主な焦点である場合: 薄い表面層に対して正確な制御を行うために、高周波(HF)範囲のより高い周波数を使用してください。
- ろう付け、はんだ付け、またはヒートステイキングが主な焦点である場合: 接合部に集中的な熱を局在化させるためには、高周波(HF)がほぼ常に優れています。
周波数と熱深さの直接的なつながりを理解することにより、特定のエンジニアリング目標に最適なプロセスを選択できます。
要約表:
| 周波数範囲 | 浸透深さ | 一般的な用途 |
|---|---|---|
| 中周波(MF):500 Hz~10 kHz | 深く、均一な加熱 | 鍛造のための貫通加熱、溶解、深い表面焼入れ |
| 高周波(HF):60 kHz~500 kHz | 浅い、表面加熱 | 浅い表面焼入れ、ろう付け、はんだ付け |
プロセスに最適な誘導加熱周波数を選択するのに苦労していますか? KINTEKは、精密な熱用途向けの専門的なソリューションを提供する実験装置および消耗品の専門家です。当社のチームは、深い焼入れ、ろう付け、または表面処理に最適なシステムを選択するお手伝いをし、効率と性能を保証します。お客様固有のニーズについて今すぐお問い合わせください!
ビジュアルガイド
関連製品
- 熱処理・焼結用600T真空誘導熱プレス炉
- ラボスケール真空誘導溶解炉
- 赤外線加熱定量平板プレス金型
- 多ゾーン加熱CVDチューブ炉 マシン 化学気相成長チャンバー システム装置
- 10L 加熱冷却循環器 高低温恒温反応用冷却水浴循環器













