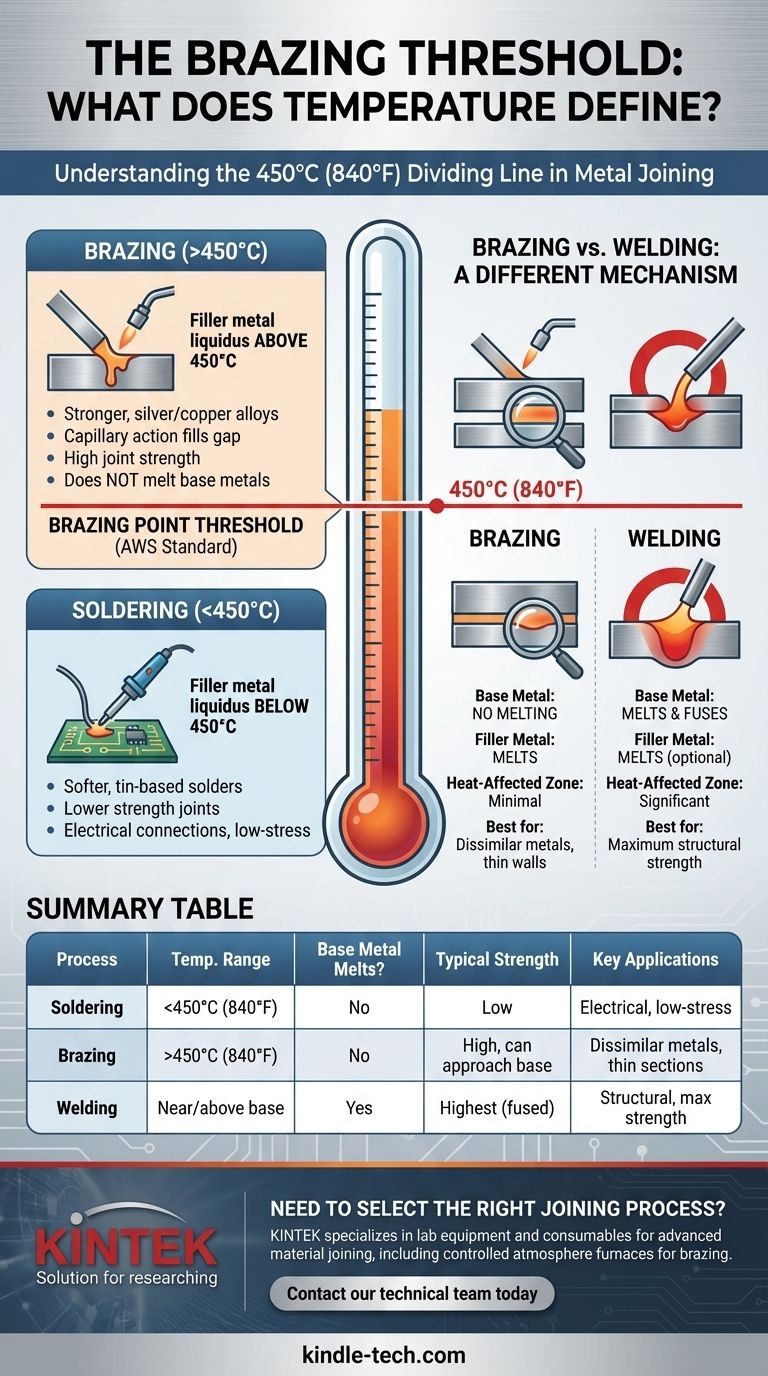
ろう付けと分類されるには、液相線温度が450°C(840°F)を超える溶加材を使用する必要があります。アメリカ溶接協会によって定められたこの特定の閾値は、ろう付けと低温プロセスであるはんだ付けを区別する国際的に認められた境界線です。しかし、温度自体は話の一部に過ぎず、根本的に異なる種類の材料と接合強度を示す指標です。
核となる区別は、単に温度だけでなく、それが可能にすることです。ろう付けは、強力で高性能な溶加合金を使用できるほど高温でありながら、溶接のように金属を溶かして損傷させることなく接合できるほど低温であるという「スイートスポット」で機能します。
決定的な境界線:ろう付け vs. はんだ付け
最も一般的な混乱点は、はんだ付けとろう付けの違いです。これらは似ているように見えますが、温度の閾値によってプロセスと結果の両方において明確な分離が生まれます。
450°C(840°F)の閾値
この数値が正式な定義です。この点未満で溶融する溶加材を使用する接合プロセスはすべてはんだ付けです。この点以上で溶融する溶加材を使用するプロセス(ただし、母材の融点未満)はすべてろう付けです。
これは恣意的な線ではありません。これは、使用できる溶加材合金の種類に大きな変化をもたらし、より軟らかな錫ベースのはんだから、より強力な銀ベースおよび銅ベースのろう付け合金へと移行します。
溶加材の仕組み
ろう付けとはんだ付けはどちらも毛細管現象に依存しています。これは、重力に逆らってでも液体が狭い空間に引き込まれる物理現象です。
強力な接合のためには、2つの母材間の隙間を正確に制御する必要があります。加熱された溶加材は溶融し、この隙間に引き込まれ、冷却時に母材の表面に結合します。
強度と用途の違い
ろう付けの高温により、著しく高い強度を持つ溶加材を使用できます。適切にろう付けされた接合部は、接合される母材の引張強度に匹敵するか、時にはそれを超える引張強度を持つことができます。
一方、はんだ付けされた接合部ははるかに弱いです。これらは電気接続や低応力配管に適していますが、強度を主な懸念とする構造用途には使用されません。
ろう付け vs. 溶接:異なるメカニズム
もう一つの主要な接合プロセスは溶接であり、これはろう付けと混同されがちですが、まったく異なる原理で機能します。
母材を溶かすか、溶かさないか
これが最も重要な区別です。溶接では、母材の端が溶融して融合され、しばしば溶融した溶加材が追加されます。最終的な接合部は、同じ(または非常に類似した)金属の連続した凝固した塊です。
ろう付けでは、溶加材のみが溶融します。母材は加熱されますが、融点に達することはありません。ろう付けは本質的に非常に強力な金属接着剤のように機能し、根本的な状態を変えることなく部品を結合します。
材料特性への影響
溶接ははるかに高い局所温度を伴うため、大きな熱影響部(HAZ)を生成します。これは、母材の焼き戻し、硬度、内部応力を変化させ、時には弱める可能性があります。
ろう付けは、より低く、より均一に分散された熱を使用します。このため、熱処理された部品、薄肉チューブ、または溶接が困難な異種金属(銅と鋼など)を接合するのに理想的なプロセスです。
トレードオフを理解する
強力である一方で、ろう付けは普遍的な解決策ではありません。成功は、その特定の要件と限界を理解することにかかっています。
「隙間」が重要
毛細管現象は、部品間のクリアランスが正しい場合にのみ機能します。隙間が広すぎると、溶加材が引き込まれて接合部を完全に満たすことができません。隙間が狭すぎると、溶加材がまったく入ることができません。
母材の清浄度
ろう付けは、油、グリース、酸化物などの表面汚染物質に非常に敏感です。加熱前に表面を細心の注意を払って洗浄する必要があります。加熱中の再酸化を防ぎ、溶加材の流れを助けるために、化学的なフラックスまたは制御された無酸素雰囲気が必要となることがほとんどです。
強度の限界
ろう付けされた接合部は非常に強力ですが、その究極の強度は通常、溶加合金自体のせん断強度によって制限されます。絶対的な最大の構造的完全性を要求される用途では、適切に実行された溶接がほぼ常に強力な接続を作成します。
プロジェクトに最適な選択をする
正しいプロセスを選択するには、その方法をアプリケーションの固有の要求に合わせる必要があります。
- 異種金属や薄い断面の接合が主な焦点の場合:ろう付けは、熱入力が少なく、異なる材料を溶融させずに接合できるため、理想的な選択肢です。
- 最大の接合強度と完全性が主な焦点の場合:溶接は、母材を単一の部品に融合させることで、可能な限り強力な接合を提供します。
- 導電性または低応力シーリングが主な焦点の場合:はんだ付けは、敏感な部品への熱損傷を避けるための、正しく費用対効果の高いプロセスです。
最終的に、温度の役割を理解することで、強度、材料の完全性、複雑さのバランスを最も良く取るプロセスを目標に合わせて選択できます。
要約表:
| プロセス | 温度範囲 | 母材は溶融するか? | 典型的な接合強度 | 主な用途 |
|---|---|---|---|---|
| はんだ付け | 450°C (840°F)未満 | いいえ | 低い | 電気接続、低応力配管 |
| ろう付け | 450°C (840°F)以上 | いいえ | 高い、母材強度に匹敵する場合もある | 異種金属の接合、薄い断面、熱に弱い部品 |
| 溶接 | 母材の融点付近/以上 | はい | 最高(融合した母材) | 最大の強度を必要とする構造用途 |
材料に最適な接合プロセスを選択する必要がありますか?
ろう付け、はんだ付け、溶接間の重要な温度差を理解することは、部品を損傷することなく、強力で信頼性の高い接合を実現するための鍵です。KINTEKは、ろう付け用途に理想的な制御雰囲気炉を含む、高度な材料接合プロセスに必要な精密な実験装置と消耗品の提供を専門としています。
当社の専門家が、お客様の特定のプロジェクトに最適な温度制御、清浄度、接合部の完全性を確保するための適切なツールを選択するお手伝いをいたします。優れた結果を達成するためのお手伝いをさせてください。
今すぐ当社の技術チームにお問い合わせください お客様のアプリケーションニーズについてご相談ください!
ビジュアルガイド