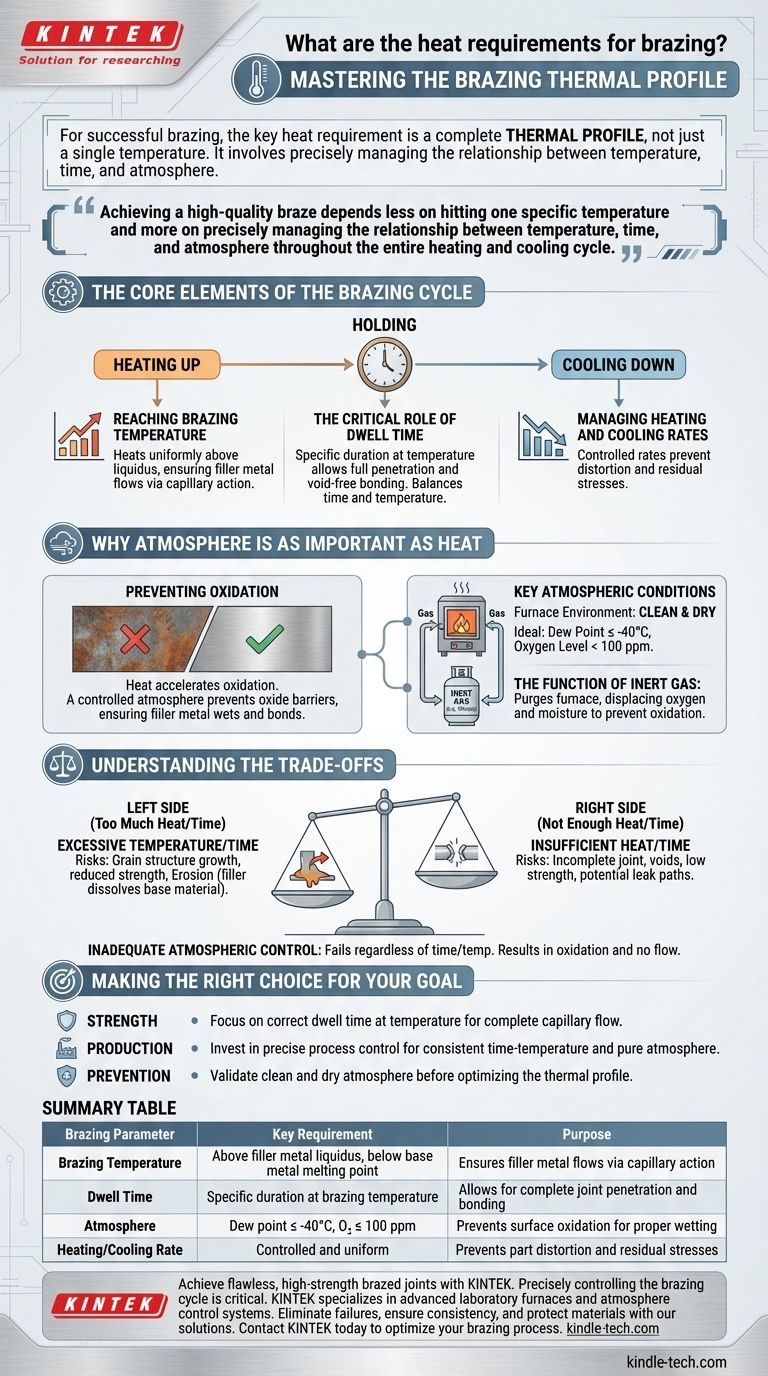
ろう付けを成功させるために、必要な熱要件は単一の温度ではなく、完全な熱プロファイルです。アセンブリをろう材の融点よりわずかに高く、母材の融点より低い温度まで加熱し、特定の時間(保持時間)保持する必要があります。このプロセスは、ろう材が適切に流れ、強力な接合を形成できるように、制御された雰囲気中で行われる必要があります。
高品質のろう付けを実現できるかどうかは、特定の温度に到達することよりも、加熱および冷却サイクル全体を通じて、温度、時間、雰囲気の関係を正確に管理することにかかっています。
ろう付けサイクルの核となる要素
ろう付けにおける熱の適用は、ろう付けサイクルまたは熱プロファイルとして知られる動的なプロセスです。これは単なる最高温度以上のものから構成されています。
ろう付け温度への到達
主な目標は、アセンブリ全体を均一に指定されたろう付け温度まで加熱することです。この温度は、液相線(ろう材が完全に液体になる点)よりも高いものとして選択されます。
これにより、ろう材合金が母材間の狭い隙間に毛細管現象によって自由に流れることが保証されます。
保持時間の重要な役割
温度に到達しただけでは不十分です。アセンブリは、保持時間として知られる特定の期間、その温度に保持される必要があります。
時間と温度の間のこのバランスは極めて重要です。十分な保持時間は、液体ろう材が接合部に完全に浸透し、ボイドのない結合を形成できるようにします。例えば、保持時間を長くすることでこれを最適化すると、スクラップを大幅に削減し、製品の一貫性を向上させることができます。
加熱および冷却速度の管理
部品をどれだけ速く加熱するか(ランプ速度)と、どれだけ速く冷却するかも熱要件の一部です。急速または不均一な加熱は歪みを引き起こす可能性があり、不適切な冷却は最終アセンブリを弱める残留応力を導入する可能性があります。
熱と同じくらい重要な雰囲気の理由
制御されていない環境で熱を適用すると、ろう付けは失敗します。熱は化学反応を促進し、制御すべき最も重要な反応は酸化です。
酸化の防止
母材が加熱されると、空気中にさらされると表面に酸化物が容易に形成されます。この酸化物層はバリアとして機能し、液体ろう材が母材に「濡れ」たり結合したりするのを妨げます。
ろう付けを成功させるには、表面がミクロレベルで完全にきれいである必要がありますが、雰囲気が制御されていない限り、熱によってこの状態を維持することは不可能です。
主要な雰囲気条件
酸化を防ぐために、ろう付けは通常、制御雰囲気炉内で実行されます。環境は清潔で乾燥している必要があります。
理想的な条件には、通常、露点が-40°C以下(水蒸気が非常に少ないことを示す)および酸素レベルが100ppm未満が含まれます。
不活性ガスの機能
この保護環境は、通常、炉内を不活性ガス、最も一般的には窒素でパージすることによって作成されます。このガスは酸素と湿気を追い出し、熱が破壊的な酸化を引き起こすことなくその機能を果たすことを保証します。
トレードオフの理解
ろう付けサイクルを最適化するには、競合する要因のバランスを取る必要があります。理想的なパラメータから逸脱すると、重大なリスクが生じます。
熱または時間のやりすぎ
過剰な温度や長すぎる保持時間は破壊的となる可能性があります。母材の結晶構造の成長を引き起こし、強度を低下させる可能性があります。場合によっては、液体ろう材が母材を溶解し始めるエロージョン(浸食)につながることもあります。
熱または時間の不足
不十分な熱または保持時間は、失敗のより一般的な原因です。ろう材が完全に液体にならなかったり、流れる時間がなかったりすると、接合部は不完全になります。これにより、ボイド、強度の低下、および潜在的な漏れ経路が発生します。
不十分な雰囲気制御
雰囲気制御が失敗した場合(例えば、露点が高すぎる、または酸素が炉内に漏れた場合)、時間と温度の設定に関係なくろう付けは失敗します。部品は酸化し、ろう材は接合部に流れ込みません。
目標に合わせた適切な選択を行う
完璧なろう付けを実現するには、プロセスの全体像を把握する必要があります。あなたの特定の優先順位によって、どこに注意を集中するかが決まります。
- 接合部の強度と完全性が主な焦点である場合:ろう材が完全に液体になり、毛細管流れが完了するのに十分な温度で正しい保持時間を達成することに集中してください。
- 大量生産とスクラップ削減が主な焦点である場合:一貫した時間-温度プロファイルと、すべてのサイクルで純粋な炉雰囲気を維持するために、正確なプロセス制御に投資してください。
- 部品の故障防止が主な焦点である場合:熱プロファイルの最適化を始める前に、炉の雰囲気が清潔で乾燥していること(低露点、低O₂)が検証されていることを確認してください。
結局のところ、ろう付けを習得するには、熱、時間、雰囲気を別々の変数としてではなく、相互に関連するシステムとして扱う必要があります。
要約表:
| ろう付けパラメータ | 主要な要件 | 目的 |
|---|---|---|
| ろう付け温度 | ろう材の液相線より高く、母材の融点より低い | ろう材の毛細管現象による流れを保証する |
| 保持時間 | ろう付け温度での特定の期間 | 完全な接合浸透と結合を可能にする |
| 雰囲気 | 露点 ≤ -40°C、O₂ ≤ 100 ppm | 適切な濡れのために表面酸化を防止する |
| 加熱/冷却速度 | 制御され、均一であること | 部品の歪みと残留応力を防止する |
KINTEKで完璧で高強度のろう付け接合を実現しましょう。
ろう付けサイクル(温度、時間、雰囲気)を正確に制御することは、製品の完全性と生産歩留まりにとって極めて重要です。KINTEKは、信頼性が高く再現性のあるろう付けプロセスに特化して設計された高度なラボ炉と雰囲気制御システムを専門としています。
当社のソリューションは以下に役立ちます:
- 最適な雰囲気純度(低露点、低O₂)を維持することによる接合部の失敗とスクラップの排除。
- 正確な熱プロファイリングによるバッチごとの一貫した結果の保証。
- エロージョンや結晶粒成長などの問題から母材を保護する。
究極の接合強度を優先する場合でも、大量生産の効率を優先する場合でも、KINTEKにはお客様のラボのろう付けニーズを満たす専門知識と機器があります。
KINTEKに今すぐお問い合わせいただき、当社のラボ機器がお客様のろう付けプロセスを最適化する方法についてご相談ください。
ビジュアルガイド